新疆青松建材化工(集團)股份有限公司本部水泥廠于1988年建成了Φ3.6m×74米的中空余熱發電回轉窯一臺,主要生產特種熟料,以生產油井水泥為主。但在生產過程中發現熟料產量不穩定,熟料質量時好時壞,輸送生料設備跑料等問題。針對出現的情況我們進行了查檢分析。
1原因分析
(1)首先對入窯生料的流量進行了分析,發現入窯生料流量每小時的給定值與入窯生料每小時流量的反饋值不一致,波動大。分析出入窯生料給料不穩定,確定為入窯生料給料系統存在問題。入窯生料流量與反饋值比較和月產量見表1、表2所示。

(2)由于入窯生料流量不穩,向旋窯內給料忽大忽小,生料在窯中煅燒過程嚴重影響了窯內的熱工制度。料大了窯內煤熱量不夠,料小了窯內煤熱量也不能及時減小,所以造成熟料的產量不穩,質量波動大。熟料的f-cao好時可達到1.0%以下,不好是f-cao高到3.0%以上。熟料立升重波動范圍可以從1100L/kg—1500L/kg之間。嚴重影響到了熟料質量的穩定。
(3)對入窯生下料輸送系統進行了徹底的檢查后,發現喂料系統裝置,①設置較繁雜,沒有穩流倉;②下料器使用時間長,磨損太大,鎖不住料,造成時常跑料,導致崗位工勞動強度增大;③旋窯工作操作參數控制不穩,導致熟料質量波動大。
2 改進的措施
通過現場設備、工藝流程走向和環境位置情況,確定改進方案。
(1)利用水泥廠廢舊的圓筒收塵器筒體制作筒體Φ2500×2200mm,錐體Φ2500×500×1700mm的穩流生料倉,可有效容量16.3噸。
(2)維修好水泥廠廢舊的兩臺Φ400×3000mm管式絞刀,用于穩流倉下的穩流絞刀和計量絞刀。
(3)在計量絞刀上配套安裝微機控制系統,采用的是原立窯預加水成球微機自動控制系統,對入窯生料進行微機有效控制,使入窯生料能穩量流入窯中進行煅燒。
(4)對下料器磨損鎖不住料,采取用廢舊的提升機輸送帶制作400×80mm的密封條,每隔100mm打上Φ10×10mm的小孔,用作下料器上的密封裝置,同時更換下料器葉輪上磨損壞的密封條,使下料葉輪完全可封住生料粉,并按要求的轉速均勻分料下料,達到穩定喂料。
(5)在對入窯生料穩流設施的改進后,穩定了入窯生料流量,并對窯的操作參數也進行了計算確定,窯速由原來的400r/min±50 r/min,調為450 r/min±50 r/min,風機轉速由以前的500 r/min左右上調為600 r/min左右,窯尾負壓控制在80—100Pa,入窯給料值由以前的33t/h控制在36t/h,窯尾溫度控制在780~800℃。
3 效果
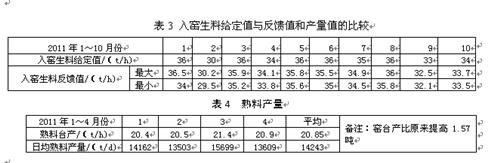
采取以上改進措施后,入窯生料流量穩定性得到了控制,窯的臺時產量也有較大的提高,窯的操作參數也得到了有效的控制,熟料質量也趨于穩定,熟料fCaO≤1.0%合格率達到了85%以上,小于1.5%的合格率可達到92%,熟料立升重的范圍縮小到1250~1500L/g之間,特種熟料的選取率達到90%以上。入窯生料給定值與反饋值和產量值的比較見表3所示。
從表3中可以看出改進生料流量系統后,生料穩定在-2t/h以內,最大波動:2噸,最小波動值-1t/h。
4 結束語
對水泥機械回轉窯生料下料系統改進采取了行之有效的措施,使入窯生料 喂料穩定,下料量增加,提高了窯的產量,控制 了熟料質量,提高了工作效率,減少了勞動強度。并且利用廢舊設備進行改進,充分利用到生產中,達到節能降耗目的,本人在此談談工作中的經驗,請同行們借鑒。
 浙公網安備
33010802003693號
浙公網安備
33010802003693號