窯尾上升煙道是連接窯尾煙室和分解爐的部件,在現有的新型干法生產中是最容易結皮的部位,會對生產產生多種不良的影響,也是影響運轉率的重要因素。因此我們必須關注窯尾上升煙道功能。功能決定于部件的結構形式,本文就其設計進行探討,并對生產中的錯誤認識進行剖析。
1 上升煙道的形式與結皮難易程度分析
窯尾上升煙道最初都帶有一個調節閥(如圖1),以便于靈活調節窯內通風量。隨著新型干法窯技術的發展,上升煙道上的調節閥的缺點就暴露出來:首先,上升煙道處是整個窯尾系統最容易結皮的地方,調節閥的存在改變了此處氣流的順暢,加快了結皮的速度;其次,窯尾上升煙道處煙氣溫度非常高,一般在1 000~1 100 ℃之間,對閥板材質的要求很高,閥板本身也極易損壞卡死,故障率高,維修更換成本也高。因此,調節閥門在后期的設計中被取消。
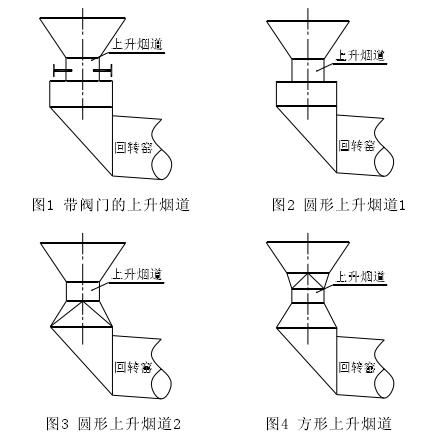
目前,典型的上升煙道形式有圓形(圖2、圖3)和方形(圖4)兩種,其中,圓形設計中有直接與方形煙室對接(圖2)和煙室上部平滑過度(圖3)兩種,這三種上升煙道應用范圍最寬,其優劣也極易分析。
一般從結皮的難易程度上來看,方形結構由于存在直角拐角而更易結皮,特別是在其與上部圓形分解爐下錐結合部位的方變圓結構,是最容易結皮的部位。而圓形上升煙道易結皮部位主要位于上升煙道與煙室的連接部位,其中,圖2所示的煙室頂部極易結皮,而圖3所示則相對要好一些。從結皮清理的難易程度上來分析,圓形結構的上升煙道本體清理比較困難,相較而言,煙室頂部的結皮清理難度圖2所示的形式要比圖3容易得多。而方形上升煙道本體結皮清理較容易,但上部的方變圓部位清理較難。
2 上升煙道的功能及面積大小的確定
上升煙道的主要功能有兩點:一是平衡窯和三次風管的阻力,保證窯內通風;二是防止分解爐的物料通過自然沉降直接進入回轉窯從而形成物料短路,使分解爐內未充分分解的生料直接進入回轉窯引起窯內熱工制度的穩定。
從保證窯內通風的功能來說,上升煙道主要是通過平衡三次風管與回轉窯之間的阻力,使其在三次風管閥門適當開度時,窯和三次風管都能有足夠的氧供回轉窯和分解爐內燃料的燃燒需要。窯內通風量過大時,需要窯頭增加噴煤以保證熟料的煅燒溫度,易造成煤粉后燃燒,使整個回轉窯筒體溫度升高;而通風量過小,則易在窯內形成還原性氣氛,不利于熟料的燒成。在窯尾高溫風機流量一定的情況下及上升煙道面積一定的情況下,系統僅能通過調整三次風閥門開度來調整窯內的通風量大小,因此保證三次風管能靈活調節窯內通風量則是上升煙道設計的主要依據。
現階段我國能源日趨緊張,水泥廠使用的原煤的質量波動較大,在設備已選的條件下,煤質的變化將會是決定窯內燃燒用風量的重要因素,因此三次風閥門作適當調整則成為必然。因此保證三次風管閥門較為合理的開度,以便于靈活調節窯內通風,就成了上升煙道設計的主要依據。而三次風閥門本身的調節中,一旦閥度開度超過50%,則調節閥門開度大小對阻力的變化就會變小,一般需要調節達10%以上才能體現;若開度小于30%,則每調節1%就可能會明顯影響阻力。而三次風閥門本身作為一個很難自動又極易磨損的設備,期望不斷的大范圍調節或精細操作來達到靈活控制的目的顯然是不現實的,因此一般希望三次風閥門在正常情況下的開度最好是能在40%~50%之間,在煤質或工況變化情況下才最容易靈活調節,這也是窯尾上升煙道面積設計的依據。
從防止物料短路的功能來講,物料的懸浮風速一般僅2 m/s以上,而快速流態化風速也僅10 m/s就已經足夠,但這都是建立在物料充分分散的前提下。如物料未能充分分散,則高風速的氣流會對物料的分散有一定的促進作用,因此一般預熱器的上升風管設計風速都在15 m/s以上。上升煙道面積在最初設計時一般比較大,相應的風速也比較低(20 m/s左右),這是由于帶有閥門調節后,在整個上升煙道處風速雖然較低,但通過閥門時其風速則較高;另一方面,早期的上升煙道一般比較長,物料不易通過上升煙道直接短路進入回轉窯。隨著調節閥門的取消,由于此處又是最容易結皮的部位,一般設計總是希望其縮短,以減小結皮的面積及結皮量,這又會使分解爐內的部分未分散的物料極易通過此處直接進入回轉窯(這也就是通常所說的塌料),因此就不得不加大此處的風速,最早設計此處風速甚至超過40 m/s。在此情況下,三次風閥門開度甚至僅20%左右,生產中很難調節,系統阻力也相應增大。隨著人們對塌料現象認識的深入,上升煙道風速提高不能降低塌料現象產生的頻率,已逐步成為共識,上升煙道風速也隨之逐步降低。
目前認為合理的風速范圍為25~30 m/s,在此風速下,三次風閥門開度在正常情況下為35%~45%,生產調節靈活,操作方便。
3 認識誤區分析
水泥生產中,通過調整上升煙道處的耐火材料厚度改變此處面積大小所需成本較低,一些水泥廠技術人員通過這種方法得到了一定的效果,但也有一些錯誤的認識,這其中比較多的有兩種,一是上升煙道的大小影響系統的產量;二是增加風速可改善分解爐塌料現象。下面就這兩個問題作一簡要說明。
3.1 上升煙道的大小會影響系統的產量
一部分廠家通過擴大上升煙道后,系統產量有了一定幅度的上升,從而認為,上升煙道的大小會影響系統的產量。在上升煙道設計過小時,窯內通風不暢,嚴重地制約了系統產質量的提高,這種情況下,擴大上升煙道橫截面積是可以一定程度上提高系統產量的。但是,這種效果也完全可以通過改變(減小)三次風管閥門開度來實現,特別是在窯尾高溫風機能力足夠時,調節三次風閥門開度是提高窯煅燒能力最簡單的方法。如三次風閥門開度合理,就沒有必要再次擴大上升煙道,否則會對以后燃料及原料變化的適應性產生影響。在高溫風機能力不足時,擴大上升煙道可適當降低系統阻力,對系統風量的提高有一定的幫助,這在一定程度上可以提高系統產量。
3.2 增加風速可改善分解爐塌料現象
關于塌料和上升煙道風速的關系,則需要從塌料形成的原因說起。一般的,塌料形成的原因主要是進入分解爐的物料未能充分分散,或是分解爐內流場不合理,使分散的物料未能及時懸浮而重新團聚。這種大股物料直接通過上升煙道進入回轉窯而形成的塌料,在目前較短的上升煙道的系統中,即使提高風速時也不能解決,有時甚至會減小此處的通風面積而使上升煙道處阻力快速增加,進而減小了窯內通風,進一步降低了此處風速。因此,降低塌料的可能性應該從改善入分解爐物料的分散性和優化分解爐結構出發,才能達到比較好的效果,期望通過增加上升煙道風速去托起已經成股的未分散物料基本上是不可行。
4 結束語
上升煙道是連接窯尾煙室和分解爐的部件,在現有的新型干法生產中是最容易結皮的部位,會對生產產生多種不良的影響,也是影響運轉率的重要因素。其面積的大小應該以方便三次風閥門靈活調節為依據,實際控制中,不宜過小,否則會增大系統阻力,使三次風閥門調節困難;也不宜過大,否則會使三次風閥門調節失效,窯內通風量過大,不利于生產控制。
 浙公網安備
33010802003693號
浙公網安備
33010802003693號