技術 | CP第三代冷卻機篦板的磨損分析及優(yōu)化
某水泥有限公司10000 t/d水泥生產(chǎn)線配 套使用德國CP公司開發(fā)的第三代推動篦式冷卻機,型號HWl3—2041R/2041R/2041R,該線于2011年投產(chǎn)。該冷卻機篦板使用一年左右普遍磨損較為嚴重,需要更換。雖然篦板壽命達到了設計要求,但每年上百萬的備件費用給公司帶來了一定的成本壓力,為降低冷卻機的使用成本,考慮通過對篦板進行優(yōu)化設計來延長其壽命,降低冷卻機年備件更換量,實現(xiàn)降本增效。為實現(xiàn)這一目的,該公司與多方合作,進行技術攻關,以第三代冷卻機的物料輸送方式為突破口,深入分析冷卻機篦板的磨損機理,以求提高篦板抗磨損能力,延長篦板壽命。
1.板磨損機理分析
為延長零件使用壽命,降低零件磨損,必須了解摩擦學原理,運用摩擦學的知識對機械零件進行磨損失效分析,掌握磨損的類型和機理,然后根據(jù)具體情況,改進設計、合理選材,采用合理的抗磨措施。
篦板磨損屬于機械磨損,是指兩個相互接觸產(chǎn)生并存在相對運動的摩擦表面之間產(chǎn)生的阻止機件相對運動的摩擦阻力,這種摩擦阻力導致運動件機械能量和材料的消耗并轉化為熱量,使機械產(chǎn)生磨損。
磨損通常分為黏著磨損、磨料磨損、疲勞磨損、 腐蝕磨損和微動磨損五種形式。冷卻機在工作中, 篦板在驅動裝置的作用下往復運動,以此推動熟料顆粒向出料口方向運動。在此過程中,篦板表面與熟料顆粒間存在相對運動,并受到了熟料顆粒施加于篦板表面的作用力,正是此作用力使篦板逐漸磨損失效。據(jù)此可以判斷篦板的磨損屬于磨料磨損,篦板上方的熟料正是使篦板產(chǎn)生磨損失效的磨料。
磨料磨損一般可以分為以下三種類型:
(1)機械的構件直接與灰渣、鐵屑、礦石顆粒接觸,當這些具有一定硬度和銳利棱角的顆粒以一定的壓力或沖擊力作用到金屬表面上時,便會從表層鑿下金屬屑。這種磨損形式稱為鑿削磨料磨損。
(2)當磨料以很大壓力作用于金屬表面時(如礦 石作用于破碎機顎板),在接觸點引起很大壓應力, 超過了磨料的抗壓強度便會使韌性材料發(fā)生變形和疲勞,使脆性材料發(fā)生碎裂和剝落,造成其表面的損傷。這種磨損稱為高應力碾碎式磨料磨損。
(3)磨料以某種速度較自由地運動,磨料在摩擦表面的法向作用力甚小,如氣(液)流攜帶磨料在工作表面做相對運動時,零件表面被擦傷,這種磨損稱為低應力磨損。抽風機葉輪、泥漿泵葉輪等的磨損都屬于低應力磨料磨損。
在冷卻機篦板往復運動的過程中,熟料顆粒對篦板上不同區(qū)域的磨損方式也有區(qū)別。如圖1所示,在篦板非重疊區(qū)域,篦板受到的是熟料顆粒在重力作用下壓緊在篦板表面以及由篦縫吹出的冷卻風裹挾的熟料對篦板表面造成的刮擦磨損,這種磨損屬于低應力磨損。而在篦板重疊區(qū)域,充填在篦板縫隙間的熟料顆粒在運動篦板的擠壓和推動下,以一 定的壓力與相鄰篦板緊密接觸并產(chǎn)生相對運動,在此過程中具有一定硬度和棱角的熟料顆粒在相對運動的過程中從篦板表層鑿下金屬屑,這種磨損屬于鑿削磨損。因此,篦板的磨損是低應力磨料磨損和熟料顆粒鑿削磨料磨損雙重作用的結果。

2.采取的措施
降低磨損的措施主要有潤滑、改善表面加工質(zhì)量、降低相對運動速度、更換材料等幾種。其中,潤滑和改善表面加工質(zhì)量主要針對機械結合件,不適合冷卻機篦板,而篦板推動速度與冷卻機的輸送能力直接相關,為了降低篦板磨損量而降低篦速從而犧牲產(chǎn)量也不是一種好的方法。因此,對于冷卻機篦板,只能從材料角度著手來改善其抗磨損能力。
材料的耐磨性主要取決于它的硬度和韌性。硬度決定了金屬對其表面變形的抵抗能力,韌性則可防止自身材料的剝落,避免磨粒的產(chǎn)生從而降低磨損。后者主要對機械摩擦副有效,不適合于冷卻機篦板。但是,冷卻機篦板也需要一定的韌性以防止其在外力沖擊作用下韌性不足導致的斷裂破壞,使篦板失去使用價值而報廢,也即以整體提高篦板硬度而犧牲韌性的方式來解決篦板磨損問題是行不通的。為此,考慮對篦板進行表面硬化處理,加大篦板表面與熟料顆粒間的硬度差,使其表面有足夠的能力抵抗熟料顆粒的磨損,同時篦板本體又能具有足夠的韌性,避免其在大塊熟料的沖擊下斷裂破壞。
通過綜合比對金屬材料的常規(guī)表面硬化工藝的可行性和成本并結合篦板用鋼材自身的特性,經(jīng)過多次試驗,先后排除了表面熱處理、熱噴涂、粘接等常規(guī)表面熱處理技術和物理與化學相沉積技術以及化學熱處理、相變硬化等新一代表面硬化技術,最終選擇了表面堆焊這一成熟的表面硬化方法。
根據(jù)篦板磨損機理分析,首先嘗試了全表面堆焊,但是篦板焊接變形嚴重,廢品率高,可實施性差,且成本過高,難以接受。后又嘗試僅對篦板鑿削磨料磨損區(qū)域進行堆焊,使焊接變形得到了有效控制, 成本大幅下降,經(jīng)實用驗證,篦板重疊區(qū)的鑿削磨損也得到了有效控制,但是篦板周邊的磨損反而變得突出,也就是說此方案不能保證篦板外形的均勻磨損,不能做到篦板壽命的最大化。
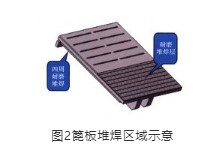
經(jīng)過多次試驗,最終確定了在篦板的重疊區(qū)域和篦板的四周堆焊一層耐磨材料的技術方案(見圖 2),下面介紹具體實施程序。修改篦板模具,使篦板重疊區(qū)需要堆焊的部位比非堆焊表面低2mm,毛坯澆注完成后,先進行清砂打磨并粗加工,篦板重疊區(qū)堆焊的部位需認真清除表面雜質(zhì)和氧化層,加工露出金屬母材。而篦板周邊需堆焊的部位采用機加工方法加工出3mm×3mm的溝槽,然后使用Ni—Cr— Co—W合金焊條進行堆焊作業(yè),堆焊層厚度3mm左右,硬度HRC58-HRC60。為了保證堆焊質(zhì)量,堆焊前焊條應在烘干箱內(nèi)烘干至少1h。
烘干后焊條放在保溫筒內(nèi),隨用隨取,保溫筒隨時帶電保溫,焊條在空氣中暴露時間不可大于4h。對于取焊條時掉出的焊條,如沒能及時發(fā)現(xiàn),則此根焊條將不予使用。堆焊前先用專用夾具夾緊篦板,以減小篦板在堆焊后的變形,然后選擇合適的電流進行堆焊作業(yè)。堆焊完成后,需待篦板自然冷卻至常溫方可去掉夾具,最后對篦板進行矯正,保證堆焊表面的平面度,通過以上措施,基本可以控制篦板的最大變形<0.5mm,不影響篦板的安裝和使用。為防止篦板在矯正過程中斷裂,矯正前先對篦板進行適當?shù)募訙兀C正完成后對篦板進行外觀檢查,確認合格后再進行非堆焊表面的精加工,保證篦板的安裝尺寸。
采用這種表面堆焊方案處理的篦板大幅提升了抗磨損能力,同時又有效控制了成本,單塊篦板的制造成本沒有明顯增加,但篦板的使用壽命成倍提升, 大大降低了冷卻機的運行使用成本。
3.結束語
CP第三代冷卻機原裝篦板的使用壽命在1年左右,經(jīng)過堆焊處理之后,篦板的壽命達到3年以上, 同時冷卻機日常的維修工作量也大幅減少,既降低了維護成本也減輕了工人的勞動強度。
第三代冷卻機受當時設計理念、技術水平和加工工藝的限制,必然存在一些不足之處,利用當前的成熟技術,對其進行局部優(yōu)化改進,既可提高設備可 靠性,降低運營成本,又促進了行業(yè)的進步。
來源:《徐州中聯(lián)水泥有限公司、南京凱盛國際工程有限公司、興化市欣欣鑄鋼有限公司》
作者:王科學、曹作磊、王勇
中國水泥備件網(wǎng)微信公眾號(關注查詢更多資訊)
(本文來源網(wǎng)絡,若涉及版權問題,請作者來電或來函聯(lián)系!)

 浙公網(wǎng)安備
33010802003693號
浙公網(wǎng)安備
33010802003693號