技術 | 數控包裝機在水泥行業的應用
我國水泥包裝機的發展經歷了由兩路固定式發展為八路回轉式(變頻器調速)的變革。近年來,隨著數控技術的成熟應用,逐步研發了數控水泥包裝機。數控水泥包裝機最顯著優點是自動化程度高、計量精確和易于控制,在大多數進口包裝機上已廣泛應用。2015年某水泥有限公司正式投人使用國產BHYW一8S型八嘴數控水泥包裝機,采用回轉式(變頻器調速)運行方式,八路獨立系統,閘板和掉袋的動作元件由電磁鐵演變為伺服電動機執行伺服指令動作。
1 數控包裝機與傳統包裝機對比
傳統包裝機的電磁鐵,銜鐵上下往復運動,頻繁撞擊鐵心,導致銜鐵變形,動作不靈活,造成計量不準確。銜鐵變形后,運動受阻,線圈電流變大,導致線圈經常燒毀,浪費生產成本和生產時間。數控系統徹底克服了傳統包裝機的這些缺陷,極大地提高了整機產量和袋重準確度,二者指標對比見表1。

2 數控水泥包裝機工作原理
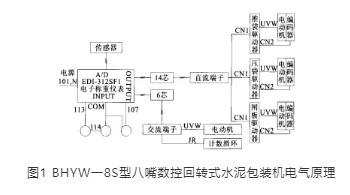
該數控回轉式水泥包裝機是以EDI一312SF電子稱重儀表為數控系統的控制中心,它根據存儲在單片機ROM中的程序,采集數字量(插袋檢測接近開關、灌裝開啟接近開關、掉袋電磁發生器、掉袋位置接近開關和手操盤等輸人元件)和模擬量(傳感器稱重信號),并配置接口電路和伺服系統,通過數字指令來實現水泥包裝機的灌裝控制,進而按照水泥包裝機灌裝工藝,對閘板機構、壓袋機構和推袋機構進行程序化邏輯控制,實現水泥包裝機智能化、自動化控制。包裝機八個出灰嘴,每個出灰嘴均有一套單獨的控制器、伺服系統和接口電路。
首先,開機上電預熱10S,如果閘板、壓袋、推袋機構都在原點位置(閘板全關、壓袋器壓下、推袋器收回),這樣只需依次按一遍原點復歸按鈕,等稱重儀表顯示屏中的凈重倒三角指示燈亮后,即可進入正常灌裝過程控制。反之,如果閘板、壓袋、推袋機構不在原點位置,則必須先使用各自的點動按鈕和正轉反轉按鈕,將其調整到原點位置,然后依次按一遍原點復歸按鈕,等稱重儀表顯示屏中的凈重倒三角指示燈亮后,方可進人正常灌裝過程控制。
當人工插上水泥袋,旋轉到開啟磁螺栓位置時,稱重儀表上的自動倒三角指示燈亮,儀表自動立即啟動灌裝電動機和全開閘板,延時2s后判斷有無0.8 kg,有則繼續灌裝,沒有則立即關閉電動機和全關閘板。持續灌裝直到袋中水泥的重量達到下限值(通過儀表設定)立即自動半關閘板,進行細流填料,直到袋中水泥的重量達到上限值(通過儀表設定),立即自動全關閘板,關閉電動機。
達到重量要求的水泥袋自動旋轉到掉袋位置(接包機上方),該信號輸入給儀表輸入端(儀表屏中的合計倒三角指示燈亮),得到掉袋命令后儀表立即自動輸出組合控制信號:抬起壓袋器、推出推袋器(將水泥袋推到接包機上輸送走)緩沖后壓下壓袋器、收回推袋器。完成一次正常灌裝,等待再次插袋進人下一工作循環。沒有灌裝到上限值時的水泥袋,如果中途突然掉袋(重量下降小于0.8kg后),儀表立即輸出“全關閘板,關閉電動機”。
如果水泥包裝機旋轉N圈,水泥袋一直沒灌滿(沒有達到設定的上限值),則不做任何動作,繼續灌裝,直到該水泥袋重量達到上限值,并旋轉至掉袋位置后掉袋。數控回轉式水泥包裝機電氣原理見圖1。
伺服驅動器可以實現高精度的傳動系統定位,其穩態精度高,動態性能好,可以很方便地進行操作模塊和現場總線模塊的轉換。
伺服電動機采用三相交流永磁同步伺服電動機,其常態指標見表2~表4。

伺服電動機編碼器是安裝在伺服電動機上用來測量磁極位置和伺服電動機轉角及轉速的一種傳感器,按照物理介質可以分為光電編碼器和磁電編碼器,另外旋轉變壓器也算一種特殊的伺服編碼器,市場上使用的基本上是光電編碼器,該包裝機采用的磁電編碼器主要優點是可靠、價格便宜、抗污染,有趕超光電編碼器的趨勢。
4 數控水泥包裝機的應用情況
4.1 數控水泥包裝機故障分析與判斷
(1)伺服系統是否正常,可通過短接法測試自動控制,倘若正常說明伺服系統無問題。將短接線連接COM與ZQ,閘板應該全開;使用兩根短接線,一根先短接COM和Z1保持不斷開,再用另外一根短接COM和ZQ,則閘板關閉一半;使用兩根短接線,一根先短接COM和Z2保持不斷開,再用另外一根短接COM和ZQ,則閘板全部關閉。將短接線連接COM與TQ,推袋就應該推出;使用兩根短接線,一根先短接COM和T1保持不斷開,再用另外一根短接COM和TQ,則推袋架收回。先將短接線連接COM與Yl,壓袋電動機激磁(手動壓袋輪會有阻力)保持不斷開,再用另外一根短接COM和YQ則壓袋器會抬起來,如果兩者都斷開,則壓袋輪會靠自重垂下來。
(2)包裝機旋轉到開啟位置下,出灰電動機和閘板均不動作。首先,檢查儀表凈重指示燈必須亮,不亮原點復歸,急停按鈕在正常位置,驅動器顯示“RUN”。其次,倘若出灰電動機不轉,閘板不開,先查看儀表自動指示是否亮,倘若亮,則檢查輸出;倘若不亮,則應測試電路是否導通,113對COM通斷與否,測試電路的兩個接近開關是否正常,113對114通斷與否,測試電控箱頂部里面的接近開關是否正常,114對COM通斷與否,測試嘴子開關處的接近開關是否正常。倘若閘板開,出灰電動機不轉,電控箱綠色指示燈亮,可能電動機斷路器跳閘,檢查是否卡葉輪,也可能電動機控制開關沒有開。倘若出灰電動機轉,閘板不開,檢查閘板電動機和驅動器是否正常。上述檢查都沒問題,檢查是否出灰嘴堵料。
(3)正常灌裝,質量已達到上限,旋轉到掉袋位置,仍然不掉袋。首先確定儀表合計指示燈是否正常亮,倘若亮檢查壓袋電動機是否正常動作抬起以及推袋電動機動作是否正常動作推出;倘若儀表合計指示燈不亮,檢查掉袋電磁發生器是否有磁場。有磁場,更換儀表再試;無磁場,檢查發生器內阻是否30Ω,檢查電源15V,檢查掉袋接近開關是否正常,用磁螺栓吸住接近開關,萬用表測量107和COM是否導通;開關與磁片距離應保證在20mm以內。
(4)袋重不穩定。首先,檢查秤臺除傳感器外不能有外物連接磕碰,包裝機旋轉必須平穩,空轉不能出現大于0.1以上的顯示,傳感器必須緊固,連接必須可靠,保證物流供應及時,個別嘴出現此問題可更換儀表測試。其次,根據實際產量和精度要求調整儀表上限值和下限值,一般經驗根據不同灰質上限值應該在49.8~50.0kg,下限值應在44.0~47.0kg。下限高產量高,超過限度精度會波動大,這一點必須根據實際水泥流動性調整,必須保證細流1~2S。
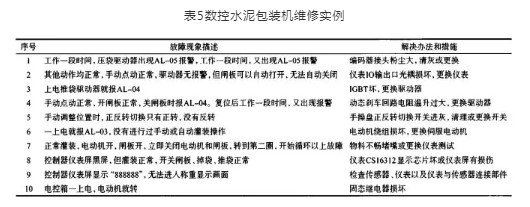
4.2 數控水泥包裝機維修實例
數控水泥包裝機維修實例見表5。
4.3 日常使用注意事項
保持收塵系統運行良好,收塵器進風口一定要置于包裝機最下端,這樣可以保證收塵效果更好,機體更干凈。定期標定、定期清灰、定期巡檢,不隨便斷電。避雷系統要單獨接地,兩者地線不能混用,定期檢查檢測接地情況。
作者:鄔永紅、謝俊
來源:《水泥雜志》
中國水泥備件網微信公眾號(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號