技術 | 立磨主電機混凝土基座沉降的現場修復
前言
某公司有4臺礦渣立磨,其中#2立磨為萊歇公司生產的LM56.3+3型立磨,于2007年建成投產,至今已運行13年有余。自2011年以來,曾多次出現過立磨主減速機高速軸斷齒、主電機前瓦異常振動瓦溫升高等故障。2018年在更換立磨主減速機時,以主減速機地板為基準,測量主電機基礎水平情況,發現主電機基礎存在沉降情況,導致主電機在找正、緊固螺栓后,其非負荷端左側地腳螺栓存在“軟腳”的情況,從而導致電機的異常振動,同時,會傳遞給減速機輸入軸一個非正常負載,導致減速機高速軸部位齒輪及軸瓦容易出現問題。因此,需處理主電機基礎沉降的問題,從而從根本上解決主減速機及主電機運行過程中的異常情況。
礦渣立磨是建材行業常見的大型粉磨設備,具有生產效率高、節能的特點。立磨傳動系統由主電機、聯軸器及護罩、主減速機和稀油潤滑裝置四部分組成,其結構見圖1,主電機基礎結構見圖2。立磨減速機采用螺旋錐齒以及行星傳動兩級傳動,主電機通過聯軸器連接主減速機輸入軸,利用錐齒輪和行星齒輪傳動,帶動輸出法蘭旋轉,從而實現動力水平輸入轉換為垂直向上輸出,為磨盤提供旋轉轉矩。

圖2中三個部分呈“三明治”結構,而其中電機底板與預埋鋼基礎之間的結合部位只有6個面接觸,見圖3。
2.1 問題分析
#2立磨自2011年以來,曾多次出現過立磨主減速機高速軸斷齒、主電機前瓦異常振動瓦溫升高等故障。為此,公司專門增設點巡檢系統對主機設備進行檢測。2020年,在處理主電機基礎沉降問題以前,我們測量運行過程中#2立磨主電機及主減速機振動情況見圖4。可知,電機前后軸瓦水平、垂直振動較高。
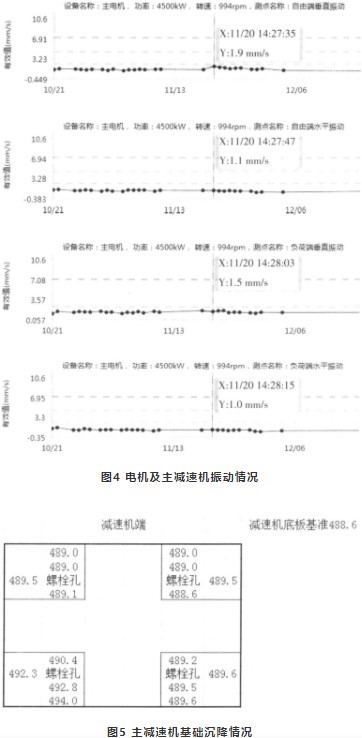
同年在更換#2立磨主減速機時,以主減速機底板為基準,拆除主電機底板,測量預埋鋼基礎4個螺栓孔水平情況,發現基礎存在沉降情況,測量結果見圖5。由圖5可見,預埋鋼基礎最大偏差已達5.4mm,即電機左后地腳水平比基準水平低5.4mm,右前地腳水平與基準水平相同,兩個地腳之間水平高度差5.4mm。由于基礎的不水平,主電機在找正緊固螺栓后,其中左后地腳由于墊片多,材質延展率與電機及電機底板不一致,導致該地腳螺栓存在“軟腳”的情況,從而引起主電機的異常振動。主電機的異常振動會造成電機軸瓦異常發熱的情況,同時會傳遞給減速機輸入軸一個非正常負載,導致減速機高速軸部位齒輪及軸瓦容易出現問題。
2.2 處理方案及實施
(1)方案確定。針對此類預埋鋼基礎沉降問題,傳統修復工藝往往是通過添加墊片或墊鐵的方式來彌補基座的沉降量,此方法短期內具有一定的效果,也是最常用的方式之一,但是由于增加墊片或墊鐵的方式改變了原有的承載方式,使承載面變小,難以保證修復后的長期平穩運行,由于調整誤差甚至在使用一段時間后還會加劇設備振動情況,導致沉降情況加劇。為此,通過對現場情況分析,結合主電機基礎結構,制定了相應的基礎沉降現場修復方案。針對2臺立磨主電機預埋鋼基礎出現的以上沉降問題,制定了高分子復合材料現場修復工藝。首先將主電機拆除,然后將主電機底板拆除。
(2)電機底板調平。修復時首先在電機底座上配置6套定位螺栓,每套含一條螺栓兩個螺母,其中一個螺母焊接至電機地板上,另外一個作為鎖緊螺母使用。將焊好螺栓的電機地板吊至預埋鋼基礎之上,以減速機為基準,使用調整螺栓及底板固定螺栓將電機底板調整水平,尤其4個角的位置,其水平度保證在0.06mm/m以內,然后將調整螺栓與固定螺栓做好記號。
(3)使用高分子材料填充。調整完成后拆卸電機底板,處理預埋鋼基礎與電機地板結合部位的表面(圖6A~F部位),清理掉表面浮銹以及油污,在A、C、D、F部位的螺栓孔中涂抹脫模劑,防止溢出的高分子材料堵塞螺栓孔,然后在A~F部位涂抹福世藍立磨專用高分子復合材料后安裝底座,將調整螺栓以及固定螺栓緊固至之前做好的記號,保證底板處于調整好的水平位置,材料固化約24h。

圖6 主電機底板與預埋鋼基礎結合部位示意圖
等待材料同化完成后再次緊固螺栓,使電機底板固定螺栓達到設計預緊力矩,拆除定位螺栓,然后根據設計要求,對主電機進行對中找正。至此,修復工作完成。
此次修復主電機基礎,采用了高分子材料現場修復的方式,操作簡單,修復后不影響接觸面積,同時高分子材料具備一定的吸振功能,更加有利于主電機的平穩運行。通過使用福世藍立磨專用高分子復合材料修復主電機基礎,設備運行情況有了明顯改善,解決了現場設備基礎沉降導致的不水平帶來的一系列問題,達到了預期效果,可以在類似設備進行推廣。
作者:李林林,朱傳鋒
來源:《山東魯碧建材有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號