技術 | 水泥磨輥壓機提產降耗的技術改造
前言
2016年年初,某公司對2#水泥磨輥壓機系統進行了一系列的提產降耗技術改造,取得了理想的效果,現把改造情況分享給大家。
1.1 設備狀況
(1)水泥磨規格為Φ3.8m×13m中心傳動磨,輥壓機為成都利君CLF140-65,配置N2500 高效選粉機,輥壓機初始輥子直徑為1400mm,輥面寬度為650mm,設計物料通過能力為235~335t/h,磨機設計臺時產量為110t/h,運行中料餅提升機電流為180~200A。輥壓機2010年初投入使用,到2016年使用了6年,隨著使用時間的延長,輥壓機輥子出現了不均勻的磨損,表現為兩端磨損輕,中間磨損重,更換輥子前分別取輥子左右兩端100mm和中間位置測量,和初始輥子直徑最大處相差53.5mm。
(2)此臺輥壓機2010年1月份由普通輥子更換為復合耐磨輥,使用至2015年底已有6年時間。中間雖然對輥子直徑和一字紋進行過多次焊補,但總體輥徑尺寸變小,輥壓機擠壓效果不理想,輥壓機輥子已到更換時限。
(3)因輥壓機輥子已使用6年,輥子表面材料出現疲勞受損,輥面無法再次堆焊(焊補層因焊接應力較大,很容易把輥面材料帶掉)。若把輥面用碳弧氣刨刨掉,打磨后再次堆焊所需焊絲多,維修費用高(計算兩個輥需要焊絲約1 000kg,每kg焊絲180元,加上其他材料維修下來約合20萬元),維修工期長(每天24h施工約需15d)且使用壽命只有8000h,性價比太低。
(4)因輥壓機輥徑變小,物料無法撐開輥壓機輥子,造成運行中輥壓機輥縫變小,工作壓力低,物料擠壓效果差。為此,該們把動輥和定輥中間墊鐵由原來80mm厚度改為50mm厚度(每次更改后開機前要把輥壓機壓力加到工作壓力,手動盤動動輥和定輥一周,以保證動輥和定輥之間以及輥子和輥罩之間無摩擦剮蹭現象)。因動輥整體前移,為避免液壓缸行程不夠(液壓缸總行程50mm),在液壓缸前邊動輥座頂板上加墊一塊20mm厚的鋼板,防止液壓缸全部伸出后沒有頂到座頂板而損壞(動輥整體前移后,應按照輥壓機使用說明書對動輥和定輥電動機重新進行找正,以保證輥壓機安全運行)。
1.2 工藝狀況
(1)輥子出現兩頭大中間小的不平均磨損,造成中間物料未經擠壓或擠壓力小就通過輥子的現象,為保證磨機的喂料量,只有加大循環風機的風量,造成大顆粒物料拉走,入磨物料偏大,入磨顆粒80μm篩篩余55%。
(2)表現在輥壓機上為運行電流低,輥壓機配置了2臺500kW、10000V高壓電動機,額定電流為36A,實際運行電流為18~22A,只是額定電流的50%~61%,電動機實際做功小,造成磨機臺時產量低,電耗高,失去了輥壓機加水泥磨聯合粉磨的優勢。
更換輥子前,該公司對其他廠家進行了考察,同時和輥壓機廠家技術部門進行了溝通,確定了以下兩種方案:
(1)該公司Φ3.8m×13m水泥磨原配置的140-65輥壓機選型偏小,無法充分發揮聯合粉磨的優勢,后來Φ3.8m×13m水泥磨都是配置150-100輥壓機,臺時產量可達220t/h。鑒于此,重新上1臺150-100輥壓機可提高臺時產量和降低電耗,缺點是費用高,建設周期長。
(2)在不更換輥壓機減速機、電動機、上下機架和液壓控制裝置的情況下加寬輥子寬度,由原來的650mm加寬到750mm,以增大物料通過輥壓機的能力,增大輥壓機做功效率。輥壓機理想運行電流應為額定電流的70%~85%,在此區間運行既能保證設備安全穩定運行,又能發揮輥壓機的最大能力。該公司新輥子運行電流不超過25A,經輥壓機廠家技術部門計算核實后,認為輥面加寬后,原電動機、減速機能夠滿足安全運行的需求。考慮到各方面因素后,該公司決定采用加寬輥壓機輥面的方案。
(1)輥壓機更換輥子,將輥面由650mm調整到750mm,輥子直徑不變。
(2)對進料裝置進行了技改輥壓機原配置為單進料裝置,其利用手輪、絲杠、連接桿連接進料板,通過搖動手輪控制進料板開度來控制進料量。實際工作中,因為機械裝置調節費力,且因調節板為一塊板,其可調范圍小,故通過調整流量調節板改變輥壓機運行電流和輥縫開度的效果十分有限。此次技改中該公司把原來的單進料裝置更換為雙進料裝置,其原理為兩塊進料板對開調節,可調范圍大大增加,調節方式由原來的手動調節改為電動執行器調節。中控操作人員可根據電動機的運行電流和輥縫開度隨時調整進料板刻度。進料板開度變大,運行電流和輥縫變大,反之變小。
(3)提高稱重穩流倉高度,增加輥壓機上部料壓原稱重穩流倉錐體到輥壓機進料裝置之間下料溜子高度為2m,輥壓機上部料壓低,減少了輥壓機的做功。此次技改,該公司把稱重穩流倉整體上移1.5m,使錐體進料溜子高度達到3.5m,增大了輥壓機上部的料壓,使單位時間內通過輥壓機的物料增加,提高了輥壓機的做功效率。
(4)對V型選粉機打散格進行了改造首先對磨損嚴重的打散格進行了更換,其次對V型選粉機下料溜子進行了技改,改變了原來下料偏料的現象,使物料能夠均勻地進入V型選粉機內,避免物料成團進入V型選粉機落入稱重倉。
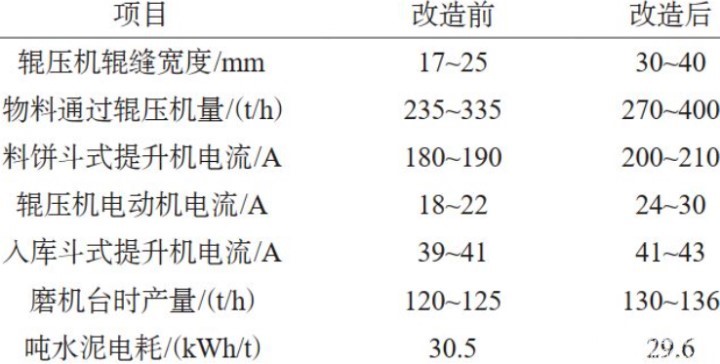
通過此次技改達到了預期的技術目標,技改前后對比數據見表1。
表1 技改前后對比數據
在這次技改中還有不足之處,需要對V型選粉機的調整葉片進一步優化,達到最佳狀態,旋風筒的內筒還需要進一步的改進,以達到磨機優質高產降低各種能耗的目的。
作者:王占衛,孫立軍,張龍沛
來源:《郟縣中聯天廣水泥有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號