技術(shù) | 回轉(zhuǎn)窯二檔輪帶對應(yīng)筒體節(jié)段的更換
前言
回轉(zhuǎn)窯的支撐裝置由輪帶、托輪組和擋輪組等組成,承擔(dān)著回轉(zhuǎn)窯運(yùn)轉(zhuǎn)部分的全部重量,其安裝的正確性和運(yùn)轉(zhuǎn)的可靠性是筒體長期安全平穩(wěn)運(yùn)行的重要保證。長期運(yùn)轉(zhuǎn)中,輪帶、托輪組和擋輪組之間的磨損,會改變最初的安全尺寸,引起相互間摩擦力的變化和筒體的變形,導(dǎo)致托輪溫度上升,對應(yīng)筒體節(jié)段的變形和耐火磚的掉落。某公司3號回轉(zhuǎn)窯二檔輪帶發(fā)生對應(yīng)筒體節(jié)段變形和耐火磚掉落事件,該公司對此實(shí)施檢修工作。本文就二檔輪帶對應(yīng)窯筒體節(jié)段存在的問題做簡要分析,并介紹和分析更換工作的要點(diǎn)和質(zhì)量保證措施。
該公司3號水泥熟料生產(chǎn)線Ф4.0m×60m回轉(zhuǎn)窯二檔輪帶對應(yīng)筒體節(jié)段檢修前存在以下問題:
(1)二檔輪帶與墊板間間隙大,磨損較重,目測熱態(tài)間隙13 mm;
(2)二檔輪帶對應(yīng)筒體節(jié)段出現(xiàn)疲勞裂縫;
(3)二檔輪帶對應(yīng)筒體節(jié)段局部耐火磚存在扭曲、擠碎現(xiàn)象;
(4)二檔輪帶對應(yīng)筒體節(jié)段連續(xù)在短時(shí)間內(nèi)多次掉磚、紅窯。
在筒體與支承裝置組成的這個(gè)系統(tǒng)里,存在兩個(gè)影響各組件相對位置的磨損:輪帶在托輪上滾動時(shí),其工作表面會逐漸磨損(從現(xiàn)場觀察,該輪帶磨損很少,可以繼續(xù)使用);輪帶和筒體之間,徑向增量不同帶來的磨損(從現(xiàn)場觀察,筒體沿輪帶滑動量大,磨損大,是筒體變形的重要原因)。
隨著時(shí)間的推移,磨損程度的加深,二檔輪帶對應(yīng)筒體節(jié)段中心下移,當(dāng)調(diào)整裝置沒有空間緩解這種變化時(shí),該筒體節(jié)段變形,導(dǎo)致耐火材料扭曲、擠碎、脫落,導(dǎo)致紅窯事故發(fā)生,長年累月還會導(dǎo)致二檔輪帶對應(yīng)筒體節(jié)段出現(xiàn)疲勞開裂,嚴(yán)重的會導(dǎo)致筒體斷裂。
出現(xiàn)裂紋最直接的處理辦法就是開坡口焊接和貼加強(qiáng)板補(bǔ)焊,由于3號窯二檔中輪帶對應(yīng)筒體已經(jīng)補(bǔ)焊過幾次。此次又出現(xiàn)裂縫,光靠補(bǔ)焊已經(jīng)無法達(dá)到使用要求,只有對其進(jìn)行更換。
更換筒體節(jié)段,比更換托輪難得多,需要切割筒體,不僅維修費(fèi)用高,而且影響生產(chǎn)。更換筒體節(jié)段,類似于回轉(zhuǎn)窯的安裝,具有施工重量大、施工位置高、安裝精度高、單件吊裝重量大等特點(diǎn)。
根據(jù)現(xiàn)場實(shí)際情況及業(yè)主方對工期的要求,公司決定,在不拆除回轉(zhuǎn)窯內(nèi)耐火磚的情況下連輪帶一起拆除更換。具體工作主要體現(xiàn)在前期準(zhǔn)備工作、切割舊筒體和新筒體的安裝和焊接。
3.1 前期準(zhǔn)備工作
二檔輪帶處筒體的切割與拆除,必須考慮兩側(cè)窯筒體及耐火磚的支撐,須預(yù)先做好支撐架(見圖1),經(jīng)計(jì)算該支撐架必須承載500t的重量。根據(jù)計(jì)算結(jié)果,用鋼結(jié)構(gòu)材料制作兩個(gè)支撐架,并在支撐架上各架設(shè)兩個(gè)500 T液壓千斤頂,千斤頂上放置窯托,對準(zhǔn)備割掉筒體失去支撐的筒體進(jìn)行頂托支撐。

圖1 支撐架
3.2 切割回轉(zhuǎn)窯筒體節(jié)段
待設(shè)備停機(jī)后,開始進(jìn)行對舊筒體節(jié)段的切割和拆除工作,切割之前在筒體上畫出基準(zhǔn)線、切割線、坡口線共計(jì)三條線。靠近切割處固定一畫點(diǎn)轉(zhuǎn)動窯筒體畫圈,把畫的此圈作為基準(zhǔn)線,反推出切割線。切割線兩邊的筒體口處拆除部分耐火磚,然后用米字撐固定,防止筒體變形。
本次拆除更換窯筒體節(jié)段,長度2.8 m,輪帶連同筒體節(jié)段同時(shí)拆卸。首先將支撐架上的500 T千斤頂頂上壓力,在吊車吊點(diǎn)捆綁牢固輪帶,起升吊車到實(shí)際重量后,進(jìn)行相應(yīng)切割拆除,切割完畢后,將舊的筒體連帶輪帶一塊吊下。切割口的另一端筒體按照事先畫好的線修整出坡口并打磨干凈。
3.3 安裝新筒體節(jié)段
核實(shí)新筒體節(jié)段的各項(xiàng)數(shù)據(jù),檢查筒體節(jié)段的橢圓度,其圓度誤差應(yīng)小于0.002D,即小于8 mm,用鋼盤尺測量筒體端面外的周長,誤差控制在6mm內(nèi)。對筒體接口處進(jìn)行檢查,保證筒體外圈端面不能有毛刺及其污物,如發(fā)現(xiàn)凹凸不平必須及時(shí)處理。窯筒體接口處均勻分布著18個(gè)拉緊螺栓和18個(gè)調(diào)整塊,通過調(diào)節(jié)螺栓和調(diào)整塊可分別對接口處的對接間隙和錯(cuò)邊量進(jìn)行調(diào)節(jié),保證筒體的完美對接。
舊的筒體和輪帶整體拆除后,在地面將輪帶和舊筒體分離拆開。新筒體節(jié)段在地面進(jìn)行套裝舊輪帶,套裝完成后核實(shí)輪帶在更換筒體節(jié)段的位置。新筒體節(jié)段的吊裝見圖2。
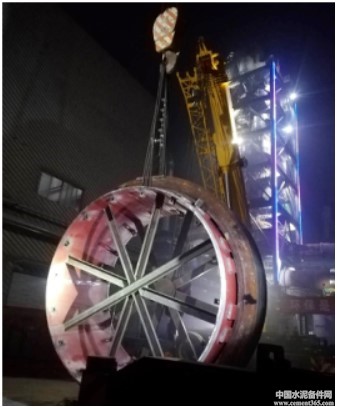
圖2 新筒體節(jié)段的吊裝
找出窯筒體的中心,在各支撐處找出圓心位置,貼上坐標(biāo)紙,在各支撐處中心分別留有一個(gè)圓孔,方便激光經(jīng)緯儀找正。尋找基準(zhǔn)點(diǎn),筒體進(jìn)行找正,在找出一檔和三擋輪帶處的中心點(diǎn)后,用經(jīng)緯儀進(jìn)行測量,在一檔和三擋中心點(diǎn)的一條直線上找出新筒體節(jié)段的的中心點(diǎn),以此為新筒體節(jié)段的基準(zhǔn)點(diǎn),對新筒體節(jié)段進(jìn)行找正,要求徑向圓跳動不得大于5 mm,新筒體節(jié)段的圓心和基準(zhǔn)點(diǎn)比較,如超出允許范圍,通過松緊18個(gè)拉緊螺栓進(jìn)行調(diào)整。達(dá)到調(diào)整效果后,將所有螺母重新緊固一遍,此步驟應(yīng)緩慢進(jìn)行,保證筒體節(jié)段接口間隙在1~3 mm范圍內(nèi),最大錯(cuò)邊量不大于2 mm。
3.4 焊接筒體
找正完成后,進(jìn)行接口處檢查,開始焊接,筒體焊接是回轉(zhuǎn)窯安裝工作的重要環(huán)節(jié),其質(zhì)量好壞直接影響窯的正常運(yùn)轉(zhuǎn)與工作壽命,對焊接工作必須高度重視,要求經(jīng)過考試合格并取得資格證的焊工進(jìn)行窯筒體焊接。
焊接時(shí)采用轉(zhuǎn)窯施焊,注意筒體的臨時(shí)固定;焊接要求,先點(diǎn)焊,按照180°對稱進(jìn)行,電焊長度在150~200 mm之間;采用CO2氣體保護(hù)焊,焊條采用E5016焊條,須在250°烤箱烘干,確保焊條干燥;焊接順序由外部開始,用相同的順序焊接環(huán)縫,對稱焊接,各層間起熄弧點(diǎn)不得重疊,保證焊接質(zhì)量。待焊接縫達(dá)到足夠強(qiáng)度后,方可拆除拉緊螺栓和調(diào)整塊。
待筒體全部焊接完畢后,方可拆除筒體內(nèi)米字撐。窯筒體接口全部焊接完畢后,對窯筒體的焊接質(zhì)量進(jìn)行檢查和焊縫探傷工作,外觀質(zhì)量不得有缺肉、咬邊、氣孔、裂紋等缺陷,每條焊縫均采用超聲波探傷,且不得小于該條焊縫的25%,焊縫交叉處全部探傷,保證焊接質(zhì)量100%合格。
在不拆除回轉(zhuǎn)窯內(nèi)耐火磚的情況下連輪帶一起拆除更換,對我公司來說,是一次大膽的創(chuàng)新。在公司嚴(yán)密的組織下,技術(shù)及施工團(tuán)隊(duì)精心配合,積極作為,在保證安全的前提下,達(dá)到了業(yè)主的工期和質(zhì)量要求!
作者:劉廷余,劉偉,程利灰
來源:《河北德鵬機(jī)械設(shè)備有限公司》
微信公眾號:備件網(wǎng)(關(guān)注查詢更多資訊)
(本文來源網(wǎng)絡(luò),若涉及版權(quán)問題,請作者來電或來函聯(lián)系!)

 浙公網(wǎng)安備
33010802003693號
浙公網(wǎng)安備
33010802003693號