技術(shù)丨水泥廠余熱電站疏水排汽管道的消音降噪技術(shù)
引言
某公司兩條5000t/d熟料生產(chǎn)線配套建設(shè)純低溫余熱電站,將余熱回收轉(zhuǎn)變?yōu)殡?span>能回用于生產(chǎn)。汽輪機(jī)采用國產(chǎn)純凝汽汽輪機(jī)組,裝機(jī)功率分別為6MW、9MW各一臺(tái),工作蒸汽參數(shù)為1.25MPa-300℃。來自余熱鍋爐的主蒸汽經(jīng)隔離閥、速關(guān)閥進(jìn)入汽輪機(jī)高壓部分蒸汽室,然后由調(diào)節(jié)汽閥控制進(jìn)入汽輪機(jī)通流部分,蒸汽膨脹做功后,乏汽排人凝汽器凝結(jié)成水,再由凝結(jié)水泵泵出至除氧器。蒸汽管道多處裝有疏水管道,當(dāng)有不合格的蒸汽和冷凝水積存需要外排時(shí),可打開閥門向空排出。但疏水排汽時(shí)存在噪聲超標(biāo)的問題,為了改變這種狀況,我們制作了一套消音降噪裝置,對(duì)其實(shí)施了優(yōu)化改造。
在預(yù)分解窯水泥生產(chǎn)線上,燒成系統(tǒng)運(yùn)行的波動(dòng)以及用電負(fù)荷的波動(dòng)常常影響余熱電站汽水系統(tǒng)的平穩(wěn)運(yùn)行,與常規(guī)電站相比,其汽水系統(tǒng)的運(yùn)行調(diào)整更頻繁、隨機(jī)性更強(qiáng)。
另外,燒成系統(tǒng)發(fā)生事故的時(shí)間不確定、且迅速,開啟和停機(jī)過程時(shí)間短暫,相比之下,電站的運(yùn)行調(diào)整時(shí)間則相對(duì)較長。余熱電站與燒成系統(tǒng)之間存在著協(xié)調(diào)運(yùn)行的這種矛盾,通常表現(xiàn)為燒成系統(tǒng)出現(xiàn)故障就會(huì)影響蒸汽質(zhì)量,汽水系統(tǒng)就必須進(jìn)行疏水操作。
原設(shè)計(jì)的疏水管道排汽工藝為對(duì)空直排,每次外排都是高能量的外排,不但聲音尖銳刺耳,而且持續(xù)時(shí)間很長。經(jīng)多次檢測(cè),表壓為1kg/cm2的過熱蒸汽,從疏水管道排向大氣,其速度就可以達(dá)到570~600m/s,而對(duì)于飽和蒸汽,其速度也可達(dá)到470~480m/s,大大超過聲速340m/s,疏水排汽產(chǎn)生的噪聲基本上都在115~135dB(A)之間,遠(yuǎn)遠(yuǎn)超過了我國所頒布的《工業(yè)企業(yè)噪聲衛(wèi)生標(biāo)準(zhǔn)》規(guī)定的數(shù)值。
為了把疏水排汽噪聲控制在標(biāo)準(zhǔn)范圍內(nèi),我們?cè)趨⒖茧娏Α⒒ぁ⑹汀⒁苯鸬刃袠I(yè)多種消音降噪工藝技術(shù)的基礎(chǔ)上,博采眾長,制作了一套消音降噪裝置,并把它運(yùn)用在汽水系統(tǒng)的蒸汽疏水排汽管道上。
2.1 消音降噪裝置的設(shè)計(jì)方案
(1)工作原理。
采用多級(jí)節(jié)流和小孔噴注的消聲手段,通過消音降噪系統(tǒng)內(nèi)部兩層空間的壓力釋放,最大程度地降低疏水外排的壓力,降低疏水外排的噪音,總消聲量能夠達(dá)到30~45dB(A)。高壓蒸汽在消音降噪系統(tǒng)內(nèi)經(jīng)過噴吹管一次控流后進(jìn)入擴(kuò)容降壓腔,形成低壓蒸汽后從內(nèi)層管小孔噴出進(jìn)入控流降噪腔。在此過程中,氣流內(nèi)能部分轉(zhuǎn)化成某種頻率的聲能,其噪聲大為削弱。在控流降噪腔內(nèi)的蒸汽經(jīng)再一次擴(kuò)容后,從外層管小孔噴出,最大程度地降低剩余噪聲。
(2)蒸汽管道疏水消音降噪系統(tǒng)結(jié)構(gòu)的優(yōu)化。
根據(jù)蒸汽管道疏水消音降噪技術(shù)工作原理,優(yōu)化消音降噪系統(tǒng)組成部分的結(jié)構(gòu)尺寸和形狀。優(yōu)化后的系統(tǒng)主要由噴吹管、擴(kuò)容降壓腔、控流降噪腔組成,見圖1。
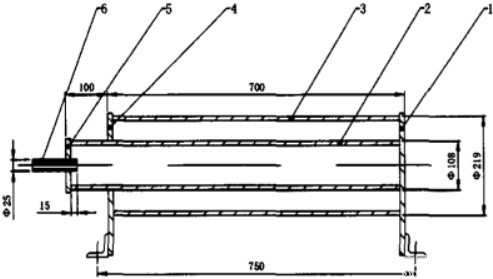
1-右端板;2-內(nèi)層管;3-外層管;4-左端板;5一端蓋;6一噴吹管
圖1 蒸汽管道疏水消音降噪系統(tǒng)結(jié)構(gòu)示意圖
噴吹管選用ф25mm無縫鋼管,長度根據(jù)現(xiàn)場(chǎng)實(shí)際情況確定,厚度3mm;擴(kuò)容降壓腔主體選用ф108mm無縫鋼管作為內(nèi)層管,長度800mm,厚度4mm;控流降噪腔主體選用中219mm無縫鋼管作為外層管,長度700mm,厚度5mm;外層管兩端采用86mm鋼板既作為鋼管封頭端蓋,也作為消音降噪系統(tǒng)的支腳。噴吹管從內(nèi)層ф108mm鋼管的端面86mm端蓋中心插入。
(3)優(yōu)化蒸汽管道疏水消音降噪系統(tǒng)的制作工藝。
在內(nèi)層管右側(cè)700mIn范圍管壁均布272個(gè)中3mm通孔,在外層管管壁均布396個(gè)①3mm通孔。消音降噪系統(tǒng)右端板分別與內(nèi)層管、外層管的端面連續(xù)焊接。施焊時(shí)先焊接內(nèi)層管外壁和右端板連接處,質(zhì)量檢驗(yàn)合格后再焊接外層管外壁和右端板連接處。
消音降噪系統(tǒng)左端板與外層管端面需要連續(xù)焊接,內(nèi)層管穿過左端板內(nèi)孔后,結(jié)合部分需要連續(xù)焊接。消音降噪系統(tǒng)端蓋與內(nèi)層管的端面采用連續(xù)焊接,端蓋內(nèi)孔和噴吹管連接處也采用連續(xù)焊接,此處應(yīng)保證端蓋右面和噴吹管右端面的距離為15mm,以保證噴吹效果。
(4)蒸汽管道疏水消音降噪系統(tǒng)優(yōu)化質(zhì)量的保證。
為保證消音降噪效果,消音降噪系統(tǒng)工藝優(yōu)化的加工制作質(zhì)量尤為重要。首先是選材。所有材料采用不銹鋼制造,以防止變形、生銹、結(jié)垢等問題影響使用效果。其次是加工。內(nèi)層管和外層管管壁的中3mm通孔需要采用臺(tái)式鉆床機(jī)械鉆孔加工后進(jìn)行精鉸、倒角,以保證內(nèi)孔壁的表面粗糙度不高于Ra1.6;內(nèi)層管和外層管的端面、左端板和端蓋內(nèi)孔需要車削加工,在保證表面粗糙度不超過Ra3.2的基礎(chǔ)上留出焊接坡口。焊接前要詳細(xì)制訂焊接工藝方案,焊接時(shí)嚴(yán)格執(zhí)行焊接規(guī)范,確保焊接質(zhì)量。
特別注意的是施焊前焊條要烘烤,必須經(jīng)150-200℃左右烘干1.5~2h,烘干后放入保溫筒中保溫,隨用隨取。焊件需要預(yù)熱,施焊前用氧一乙炔焰對(duì)焊件進(jìn)行預(yù)熱至45~50℃。焊接時(shí)每層厚度控制在0.5~1mm之間,層間要及時(shí)清理焊縫上的熔渣和缺陷,焊縫高度控制在2~3mm。
其三是氣密性打壓試驗(yàn)。制作完成后按規(guī)范進(jìn)行氣密性打壓試驗(yàn),嚴(yán)禁出現(xiàn)微裂紋、滲水等缺陷。
2.2 實(shí)施方法
(1)安裝使用方法。
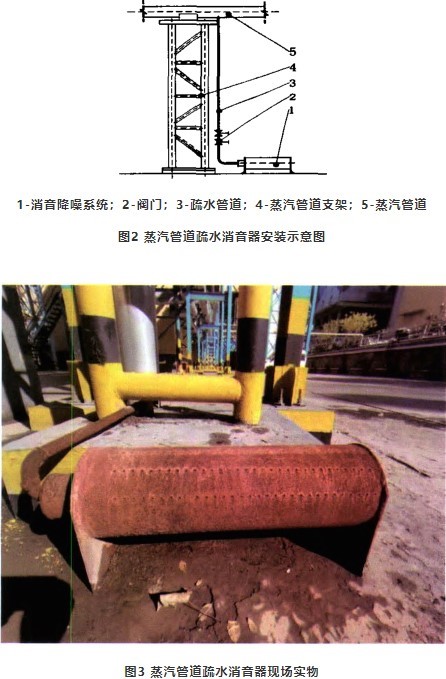
蒸汽管道疏水消音降噪系統(tǒng)的外層管管壁均布的396個(gè)中3mm通孔,既作為降噪噴注小孔,同時(shí)兼具排水功能,因此不需要再配備放水閥門,安裝非常方便。消音降噪系統(tǒng)整體可以直接水平放置在地面上,并把它加裝在水泥窯余熱電站蒸汽管道的各疏水管排空口上,采用直接焊接、法蘭連接、螺紋連接三種方式中的任何一種方式將疏水管道與消音降噪系統(tǒng)的噴吹管連接,安裝完成后把消音降噪系統(tǒng)的支腳固定在地面上。
在余熱電站蒸汽管道需要疏水操作時(shí),崗位人員只需打開疏水管道上的閥門,蒸汽管道中不合格的蒸汽就會(huì)經(jīng)過疏水管道再經(jīng)過消音降噪系統(tǒng)排放。蒸汽管道疏水消音降噪系統(tǒng)安裝示意圖見圖2,實(shí)景圖見圖3。
(2)安裝注意事項(xiàng)。
在安裝前應(yīng)檢查內(nèi)部有無雜物、小孔有無堵塞。消聲降噪系統(tǒng)噴吹管和疏水管道排空口之間應(yīng)有一段膨脹彎管以吸收熱膨脹,外層管下部應(yīng)制作安裝一個(gè)簡易的接水盤,并將排水Vl暢通接到地溝。外層管外面需要用薄板制作安全兼防雨的防護(hù)罩一只,以防蒸汽傷人。為巡檢、維修拆裝方便,防護(hù)罩建議采用螺紋連接。
蒸汽管道疏水消音降噪系統(tǒng)優(yōu)化改造實(shí)施后,疏水排汽時(shí)噪聲再也沒有超過83dB(A),降噪效果非常明顯,優(yōu)化改造取得預(yù)期效果,實(shí)現(xiàn)了蒸汽管道疏水排放時(shí)消音降噪的目的,既改善了廠區(qū)的工作環(huán)境和周邊居民的生活質(zhì)量,又使排放噪音控制在標(biāo)準(zhǔn)范圍內(nèi)。
蒸汽管道疏水消音降噪技術(shù)根據(jù)抗、噴、阻復(fù)合消聲原理所研制,整個(gè)工藝系統(tǒng)具有消聲量大、體積小、重量輕、不易腐蝕及安裝方便的優(yōu)點(diǎn)和結(jié)構(gòu)簡單、容易實(shí)施、效果明顯的特點(diǎn),非常適用于同類型行業(yè)消音降噪的優(yōu)化改造,具有廣闊的推廣前景。
作者:胡慶銀,賈忠
來源:《山東東華水泥有限公司》
微信公眾號(hào):備件網(wǎng)(關(guān)注查詢更多資訊)
(本文來源網(wǎng)絡(luò),若涉及版權(quán)問題,請(qǐng)作者來電或來函聯(lián)系!)

 浙公網(wǎng)安備
33010802003693號(hào)
浙公網(wǎng)安備
33010802003693號(hào)