減速機丨8天修好立磨減速機,應該怎么做? 原創
如整機返廠修理至少需要2個月,而且運費和修理費用較高,嚴重影響旺季水泥生產銷售。綜合權衡考慮,經過研究采取現場解體檢查,通過改進減速機行星架與輸出法蘭盤聯接高強螺栓型式、防松措施,同時,改進傳遞扭矩的銷子數據尺寸,同配擴孔、鉸孔等措施,現場僅用8天時間快速解決了減速機故障,節省了50多萬元維修費用,保證了減速機正常生產運行。
1 立磨配套電機減速機主要參數
電機型號:YRKK710-6,功率:2240Kw,轉速:994r/min,減速機型號:JLP220-WXA,輸入功率:2300Kw,速比:29.6。JLP系列減速機為錐齒輪--平行軸--行星齒輪三級減速傳動的結構形式。減速機結構(如下圖),行星架與輸出法蘭盤通過16根M42高強聯接螺栓和12個Φ50mm圓柱銷子連接組裝而成。

高速傘齒輪軸 2.大傘齒輪 3.軸 4.二級大斜齒輪 5.齒形聯軸器 6.太陽輪 7.行星輪 8.三級內齒圈 9.行星輪軸 10.軸承 11.行星架 12.輸出法蘭盤 13.殼體
2 檢查損壞部件
在拆卸過程中發現有以下部位發生局部損壞:
(1)減速機行星架與輸出法蘭盤的4組16條聯接螺栓全部切斷. 行星架內斷裂螺栓和變形銷子孔圖片

(2)行星架與輸出法蘭盤的12條傳動銷每條分別斷裂3段,銷軸孔變形橢圓;

(3)三級內齒圈有兩個齒端面局部掉落25-30mm左右,有一個齒出現局部裂紋;

(4)行星輪有兩個齒端面局部掉落20mm左右;
(5)二級齒輪軸的聯軸器外齒有6個齒端面局部掉落20-30mm左右,有3個齒塊出現局部裂紋;
(6)行星架中心壓蓋內球面支撐銅塊碎裂損壞。
3 故障原因查找和分析
2014年5月13日,水泥A磨避峰運轉后,將油站再次開啟后,所有參數均顯示正常,等開啟立磨后,發現減速機輸出盤密封迷宮有多處摩擦產生火花,隨即通知中控室操作員立即停磨,約五分鐘,輸出盤迷宮處已磨的通紅,到現場觀察后,發現減速機輸出盤密封相對殼體錯位近10mm,檢查發現輸出盤法蘭聯接螺栓切斷,進一步拆下每段壓板,抽出圓柱銷子,發現每個銷子分別斷裂3段(如果不抽出圓柱銷子無法發現斷裂情況)。
水泥線立磨使用為JLP220型減速機,立磨運行加載壓力嚴格控制在10MPa以內(設計加載額定壓力為12MPa),主電機運行電流控制最高未超出140A(為保護設備穩定運行,操作控制在額定電流158A的90%以下),設備系統連鎖保護測溫、測振、測壓、金屬探測儀等電器保護系統一直運行安全有效,減速機保護振動值設定為3.5mm/s時抬輥,達到5mm/s時停立磨主電機,正常運轉時振動值一般在2.8mm/s以下;減速機推力瓦溫度最高不超52℃屬于安全運行溫度。

由圖中運行曲線可以看出,在停機前立磨振動值及上下腔壓力未出現任何異常變化,僅是立磨主電機電流在停機前6分鐘出現小幅度增大且沒有超過額定值,而在立磨正常運轉時也經常會因物料粒度的變化出現主電機電流的波動,因此說此次減速機損壞在運行曲線上表現不明顯,僅是出現了減速機迷宮摩擦。根據現場解體情況分析,減速機故障損壞的原因主要有以下幾點:
(1)主要是由于減速機行星架與輸出法蘭盤聯接的傳動扭矩剪切圓柱銷與孔配合出現松動,導致圓柱銷及孔磨損,圓柱銷受力不均載先后出現斷裂所造成的,進而導致聯接螺栓承擔過大扭矩剪切力斷裂。
(2)原設計減速機行星架與輸出法蘭盤聯接螺栓六角頭帶有十字交叉的兩個Φ8mm串鋼絲防松孔,從斷裂掉下螺栓頭部斷面看,此孔減弱了螺栓強度,也是螺栓受力后極易斷裂的因素。
(3)聯接螺栓切斷導致行星架下沉,改變了行星輪及太陽輪原有的嚙合受力點,造成了齒輪部分嚙合齒面的局部剝落損壞。

4 實施解決措施方案
根據減速機出現故障損壞部位情況,研究總體修理方案原則是無返廠修理時間,決定現場就地修理,而且,可以降低維修費用,便于監督修理過程質量。拆卸更換斷裂的16個M42-8.8級高強聯接螺栓,因原傳遞扭矩12個Φ50mm圓柱銷子孔磨損橢圓變形,采取提高圓柱銷強度辦法,配鉆擴孔、鉸孔配制圓柱銷子,修磨局部斷裂齒部位使之低于工作嚙合面,輸出法蘭盤密封迷宮變形修理圓度,避免安裝運行出現刮卡摩擦。
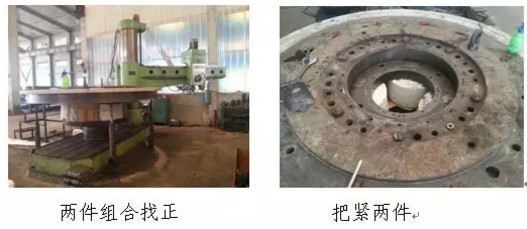
(1)清洗各零部件,安裝找正減速機行星架與輸出法蘭盤同心度,測量、調整兩件的安裝垂直止口間隙均勻,誤差不超0.10mm。然后,用8個m42螺栓對稱把緊減速機行星架與輸出法蘭盤,原則上行星架與輸出法蘭盤結合面無間隙.(考慮拆裝輕微變形,水平結合面用0.03mm塞尺檢測不得超過10mm深度為合格)。
(2)改進銷子數據尺寸。因原銷孔嚴重變形,無法修復和保證數據尺寸,同時,為了提高剪切圓柱銷子強度,對傳動銷子進行了改進,銷孔直徑由原來的Φ50mm擴大至Φ59mm,再鉸孔至∮60mm;對于Φ60mm沉孔擴大至Φ65mm便于找正安裝。
(3)按照已配鉆擴、鉸銷孔作好順序標記,分別對應標記配制加工磨削12個材質40Cr熱處理硬度達到HB=300,內螺紋圓柱銷子配磨尺寸Φ60H7/K6mm。
(4)減速機輸出法蘭盤密封迷宮在立車床上找正,保證每道溝槽直徑尺寸符合安裝要求,把每道溝槽變形多余部分車掉,保證與減速機殼體密封迷宮組合后不發生干涉摩擦。
(5)為保證裝配順利,所有配磨圓柱銷子放置在-10℃冰箱中冷卻收縮3小時后,再分別按照標記對稱裝配。
(6)測繪制作行星架中心壓蓋內球面支撐銅塊并找正安裝牢固。
(7)在保證嚙合接觸強度下,修磨發生局部斷齒的三級內齒圈、行星輪及齒型聯軸器外齒,把發生裂紋的斷齒敲打下來,防止安裝后再運行過程中掉下來繼續發生損壞其他部位,其余斷齒部位修磨低于工作接觸面,防止運行中受力損壞其他齒面。
(8)清洗并用刮刀刮研行星架滑動軸承工作面劃傷痕跡,達到圖紙接觸技術要求精度;檢查推力瓦各部位沒有受到傷害,清洗并用壓縮空氣吹通潤滑供油孔干凈,保持暢通。
(9)用高壓清洗機對減速機內部各齒輪、軸承清洗并測量檢查間隙和外觀磨損情況,作好記錄,符合技術要求的軸承清洗后繼續使用。
(10)改進聯接螺栓型式和防松措施。各零部件組裝后螺栓緊固防松措施一定要檢查作好,對減速機輸出法蘭盤與行星架聯接螺栓(原螺栓六角頭帶有交叉兩個∮8mm串鋼絲防松孔,從斷裂掉下螺栓頭部斷面看,此孔減弱了螺栓強度,本次改為螺栓六角頭不帶串鋼絲孔的高強螺栓)緊固后,采取用∮10mm鋼筋圍成圓圈與其焊接固定防松效果更好。磨盤與減速機輸出法蘭盤聯接螺栓也采取用鋼筋圍成圓圈與其焊接固定防松辦法。
(11)減速機安裝就位后,空載運行8小時后各種運行參數正常后,逐步加載運行24h以后減速機地腳螺栓再次防松緊固。
5 運行效果及啟示
現場運行帶載荷后電機電流值在130A左右(控制在額定電流158A的90%以下)、減速機推力瓦測溫最高穩定在54℃、測振值在2.5mm/s以下、供油壓力等均在安全運行指標范圍,輸出盤迷宮密封沒有金屬摩擦聲音。通過分析現場采取改進技術措施僅用8天時間快速修復了立磨減速機,節省了維修費用,保證了正常生產運行。此次故障給我們啟示今后要定期對各儀表測點的真實準確性進行核對,確保安全有效,起到安全保護作用。要調整優化工藝操作參數,進一步減輕立磨振動,減少對傳動設備電機減速機等的沖擊振動影響。同時也要定期對傳動銷及連接螺栓進行松動、斷裂等檢查緊固或更換,發現異常情況及時采取有效措施處理解決,使螺栓和銷軸完好且裝配緊密牢固,保證減速機運行安全可靠性。
歡迎投稿,投稿郵箱:tougao#cement365.com(#替換為@)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號