技術丨基于天然氣為燃料的燒成系統的改造與調試
該廠采用的工藝和設備屬上世紀80年代初的水平,設備陳舊,工藝落后,能耗高,設備運轉率較低,環保不能達標,勞動生產率低,因此水泥廠決定對該生產線燒成系統進行技改。
1、技改方案
1.1 窯尾系統
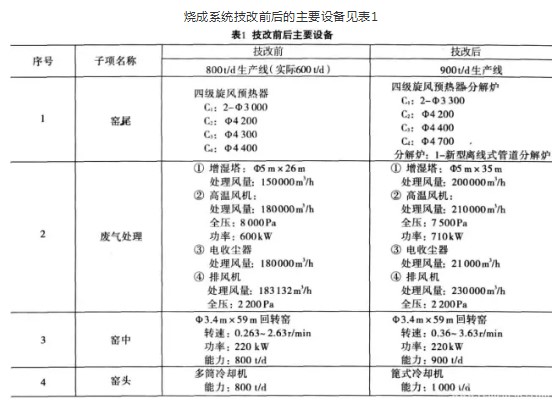
業主計劃對原設計能力為800t/d的燒成系統(實際600t/d)進行技改,最終使系統達到900t/d能力。根據該廠的實際情況,我們新增一臺新型離線式管道分解爐:爐體中部設置有縮口、爐體中部和底部之間設有位置可調的燃燒器及爐體底部設置風機等,我們保留了原C2-Ф4200預熱器,將原C4預熱器改為新系統的C3預熱器用,新增一臺Ф4 700新型高效低壓損旋風筒作為C4預熱器,用2-Ф3300新型高效低壓損旋風筒取代原有的2-Ф3000作為C1預熱器,同時改造進出風管及下料管、鎖風閥、撒料盒等備件。通過上述措施,入窯物料分解率達到80%以上,窯的臺時產量達到40t/h。
1.2、窯尾廢氣處理
生產線原配套的增濕塔為Ф5 m;高溫風機風量為180000m3/h,全壓8000Pa;電收塵器處理風量為180000m3/h;電收塵器后排風機風量183132m3/h,全壓2200Pa,排放濃度高達400mg/Nm3。技改方案:采用壓縮空氣自動噴水系統將常壓水霧化,根據煙氣溫度的變化自動調節噴槍的噴水量,保證煙道出口溫度維持在適當的溫度范圍內;更換了高溫風機,處理風量為210000m3/h,全壓7500Pa;更換了一臺處理風量為210 000 m3/h的三電場電收塵器;更換了一臺電收塵器后排風機,處理風量為230000m3/h,全壓2200Pa;并改造主要連接風管。上述技改措施使電收塵器出口含塵濃度≤50mg/Nm3,可以滿足設計指標和生產要求。
1.3、回轉窯及熟料冷卻
原有Ф3.4m×77m回轉窯切割掉多筒冷卻機,改成Ф3.4m×59m,設計更換了傳動裝置,最高窯速達到3.63r/min。
用篦式冷卻機取代原多筒冷卻機,并增加窯頭罩和三次風管,篦冷機產生的廢氣采用原窯尾淘汰下來的電收塵器進行處理,可以滿足設計指標和生產要求。
2、生產調試
2.1、點火升溫
本項目用的燃料是天然氣,燃燒器配有電子點火裝置,所以相對燒煤來說點火快捷容易。但要保證窯頭窯尾處于微負壓狀態,頭排尾排均要開啟,否則容易造成天然氣燃燒不暢,升溫速度不容易控制,導致升溫時間過長。
2.2、投料的操作控制
回轉窯點火初期,分解爐多次發生塌料以及C2和C3預熱器頻繁發生堵料,嚴重時物料多次從分解爐進入三次風管近20m;C3預熱器錐體頻繁發生堵料,當打空氣炮時,料直接沖到窯內,甚至沖到窯前,導致生產幾乎無法進行。出現這種現象,我們認為:
(1)操作人員對天然氣煅燒操作不熟練;
(2)投爐初期,初始投料量在25~30t/h,高溫風機22Hz左右,由于產量低、拉風小導致發生塌料以致堵塞;
(3)沒有控制好系統用風以及窯和爐用風平衡,溫度倒掛現象較嚴重,天然氣后燃現象較為嚴重,各級旋風筒溫度嚴重超高而導致堵料;
(4)料入爐的穩定性以及分散性較差,導致窯、爐溫度的波動大,窯況不穩定,操作無法穩定。
我們將初始投料控制在45~50t/h,采取大風大料的投料方式,打通系統每級翻板,料從C1預熱器順利入窯,系統溫度明顯下降,煙室溫度相應降低,此時根據系統溫度適當減料。預熱器系統溫度可以短時間適當偏高控制,控制系統溫度平衡,目的是降低燒成負荷。根據窯驅動電流的明顯變化以及火焰的情況,以及時了解窯的燒成狀態是否正常。以上措施使投料初期的不利狀況得到了明顯改善。
3、調試和生產中的問題處理
3.1、系統堵料和塌料
由于該生產線改為帶分解爐的新型干法窯,在生產調試初期,C2和C3預熱器常常發生堵料和塌料現象。頻繁堵料、系統惡性循環,嚴重影響窯系統熱工制度的穩定和設備安全運轉。我們認為主要有以下幾點原因:
(1)生料成分波動。有時生料易燒性變得太好,又沒有來得及減天然氣,生料中易揮發的成分含量增加,引起C2、C3預熱器結皮甚至堵塞。
(2)喂料量不均勻。喂料量時多時少,與天然氣的給定量不相匹配,將料子燒堵,導致堵塞。
(3)投料初期,由于天然氣后燃現象比較嚴重,溫度倒掛,導致相關部位結皮堵塞。
(4)翻板閥動作不靈活,物料下料不均,系統內部短路漏風,引起系統堵塞。
(5)物料中的堿、氯含量過高。在煅燒中這些揮發性組分在窯系統內處于循環狀態。它在高溫下揮發后到低溫區凝結,使物料熔點降低,引起預熱器的結皮、堵塞、料流不暢。
針對以上情況,我們主要采取措施嚴格控制入窯生料成分的波動,根據窯內煅燒情況及時調整生料成分;增加分解爐的分料量,提高入窯分解率,并控制好系統溫度和壓力。
3.2、回轉窯結圈的分析以及預防措施
該生產線燒成系統技改于2010年6月完成并轉入負荷試車及試生產,在負荷試車及試生產期間, 由于各方面因素的影響,燒成系統斷斷續續、開開停停,窯口出現不同程度的結圈現象。
(1)生料成分的影響。由于堆存在庫里的粘土結塊,高硅粘土和低硅粘土采用抓斗搭配,未經過準確的計量,導致兩種粘土搭配計量不準確,混合不均勻;同時由于進磨皮帶秤波動較大,致使入窯生料成分波動較大,窯內物料時而難燒,時而易燒,難燒時需慢轉窯強燒,易燒時液相量增多,這些都增加了回轉窯結圈的可能性。
(2)前期調試時,天然氣的壓力不穩定,天然氣給定量不穩定,導致系統溫度波動大。
(3)操作不當、熱工制度不穩。操作工對看火的基本工作不熟悉,遇到異常情況時,不能冷靜分析,盲目急調過度,大起大落,動則大減料、慢轉速或急加燃氣等,當入窯生料分解率低、預熱不好,料難燒時,采取窯頭加天然氣、燒大火的方法,加之風、天然氣、料不匹配,天然氣燃燒不充分,用風過大,火焰過長,窯后溫度較高,窯速太慢,則易增加窯皮而結圈,同時,三班操作上的不統一,也影響了熱工制度的穩定。
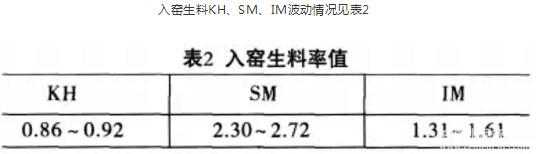
我們的經驗是:合理選擇生料配料方案,生料配料方案選擇適宜的KH、 SM和IM;保持入窯生料成分均勻穩定,入窯生料成分應控制在:CaCO3(76.3±0.5)%,合格率大于90%;Fe2O3 2.2%~2.5%,合格率大于90%;同時充分利用現有的均化庫,提高生料均化的效果,保持入窯生料成分的均勻性;穩定燒成系統熱工制度,不斷提高操作水平(穩定燒成系統的熱工制度,是防止窯結圈的有效措施之一,在操作上采取“三穩一快”,即“穩定喂料、穩定天然氣、穩定窯速、提高快轉率”)。
4、正常時系統參數控制
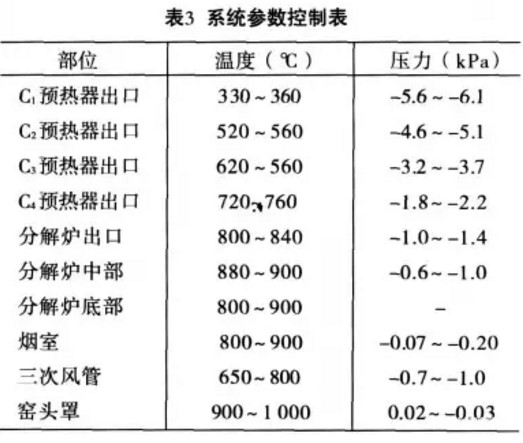
投料量在65~70 t/h,分料量窯爐比為5∶5,三次風閥開度穩定在45%,高溫風機轉速44 Hz,窯速2.9~3.4 r/min,C1預熱器出口氧氣含量控制在2.5%~4%。系統參數控制見表3。
5、配料方案的調整
技改后該廠熟料KH=0.88±0.02,SM=2.4±0.1,IM=1.5±0.1。2010年9月19日入窯生料和熟料分析單見表4。
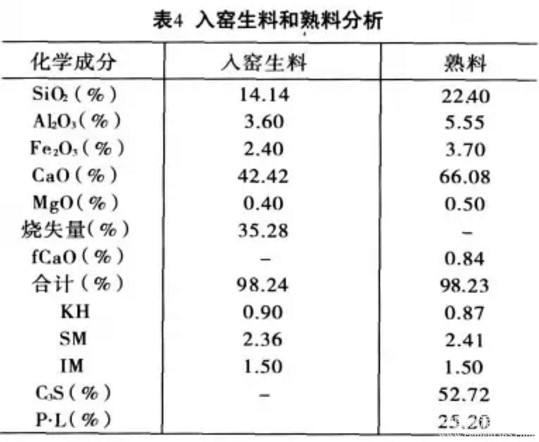
當飽和系數和硅率較合適時,入窯生料CaO含量控制在(42.5±0.25)%范圍時,物料易燒性較好,操作容易控制,熟料的fCaO小于1.5%,28d強度基本都在55MPa以上。
6、結束語
(1)由于該生產線采用的設備屬上世紀80年代初的水平,原預熱器系統比較陳舊,旋風筒的進出風管風速較高,系統阻力大,導致高溫風機負荷大,若要繼續提高產量和能耗,建議將原有的C2和C3預熱器改成新型高效低壓損旋風筒。
(2)該生產線在生產過程中,入窯分解率只有80%左右,窯內的熱負荷較大,若要繼續提高分解率,建議在以后的生產中,在保證上升煙道不至于因溫度過高造成結皮的情況下,盡可能減小進入上升煙道的物料,增加入分解爐的物料量,提高入窯分解率;把握好操作控制方法以及優化系統參數,優化配料,防止各種工藝故障,可實現優質高產。
作者:楊順德 , 田產
出處:中國水泥備件網微信公眾號(關注查詢更多資訊)
歡迎投稿,投稿郵箱:tougao#cement365.com(#替換為@)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號