技術 | 水泥窯冷卻機耐火材料施工方案
1.冷卻機通用施工方案
若在篦冷機臺階上使用的澆注料為鋼纖維增強型耐火澆注料,應將袋內的鋼纖維均勻撒入攪拌機內進行攪拌。
篦冷機施工時支模時應嚴密支設,不要漏漿,因篦冷機摩擦性較大不能有大量骨料表露在外層。
篦冷機分層澆注較多,在施工完一層后應按設計要求預留相應的膨脹縫,保證層與層之間的膨脹,并保證每一層澆注料一次性澆注完畢。
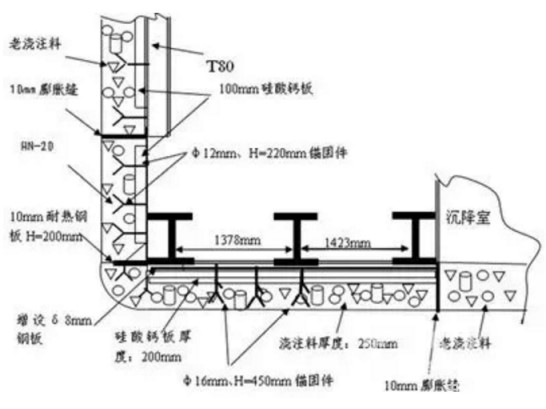
施工圖
2.冷卻機中、低溫段直墻砼改磚砌筑方案
采用澆注料框架結構。
耐火磚錯縫濕砌,灰縫≤2mm。砌筑應符合耐火磚施工的一般規定。
框架以高強耐堿澆注料澆注而成,應符合澆注料施工的一般規定。錨固件按原設計制作安裝。
隔熱層按原設計要求砌筑。應符合隔熱層施工的一般規定。
有留設的外露金屬件,如托磚板等,要用澆注料封閉,不得將其直接暴露在熱氣體中,保護層厚度應達到相同部位錨固件的保護層厚度。
3.冷卻機高溫區喉部頂棚施工方案
一段高溫區喉部工況惡劣,施工前其鋼構恢復要徹底,特別是主梁工字鋼的規格要按設計要求制作。
喉部平頂鋪設δ8mm鋼板,錨固件需在鋼板上開孔懸掛焊接,表面進行預留膨脹處理,嚴格控制焊接間距在250mm×250mm;錨固件材質為:1Gr18Ni9Ti,焊條材質為A-402。
喉部橫梁下方硅鈣板必須在支模前貼好固定(不允許不貼硅鈣板就施工),其厚度不得低于200mm,支模前新老澆注料接口部位貼10mm硅酸鋁纖維氈預留膨脹,澆注料膨脹縫每1.5m2預留。
澆注料必須支模施工,保證模板牢固,無漲模現象。
澆注料攪拌時嚴格控制加水量,其厚度不低于250mm。
喉部、后墻直角交界處應進行圓弧角過渡。
作者:黃文磊
來源:《中國建材報》
中國水泥備件網微信公眾號(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號