技術 | 球磨機磨筒體設計的建議
有的客戶很急,一訂貨馬上就要提貨;有的客戶,由于種種原因又不能準時提貨;有的客戶,粉磨系統配輥壓機,只用兩倉;又有的客戶,粉磨系統配選粉機,卻用三倉;還有的客戶,開流用三倉……這就要求磨機筒體具有較強的互換性,這也是設計工作的一項現實要求。因此某公司對磨機筒體的設計工作有如下幾點看法,供大家參考。
Φ3.8×13m水泥磨其長徑比及造價較合理,很受市場歡迎,不妨拿這種規格磨機來說。
一、合理的磨門位置
1.1 合理的磨門位置減少筒體鋼板數量
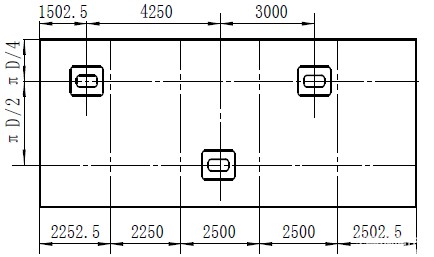
磨門位置、數量及筒體長度決定了鋼板的塊數,一般筒體的長度是確定的。磨機倉數及規格決定了磨門的數量,合理的磨門位置顯得比較重要。
如圖一所示,Φ3.8×13m 水泥磨則需要6塊鋼板,其中磨頭磨尾需要寬度為1127.5mm的鋼板,購買這個寬度的鋼板不太現實,只能用寬的鋼板切割而成。這樣切割后還需要再焊接,制作成本加大,焊縫數量增多,對筒體的質量有害無益。

圖一
圖二
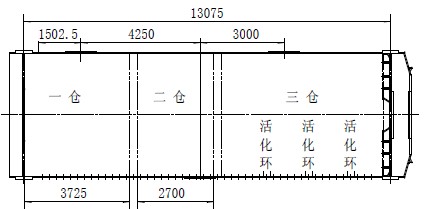
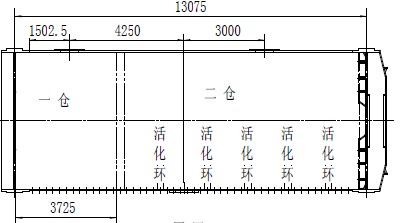
如果在設計時將磨門位置做適當調整,則情況會發生一些變化:
(1)鋼板無需切割,減少用氣與用工,降低成本;
(2)短筒由六節減少為五節,節約加工費及結構周期;
(3)錯開危險斷面,如圖一所示,其中一條焊縫幾乎在中間,當然不科學。
如圖三、四所示,這種筒體既可用于兩倉磨,也可以適應三倉磨的要求,如客戶對分倉有要求,移動隔倉的位置一樣可以實現。
圖三
圖四
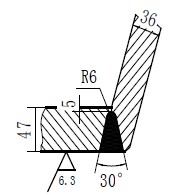
二、優化焊縫結構形式
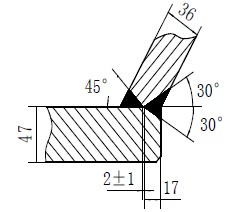
如下圖所示,錐體與滑環的焊接,國內有些大型水泥設計院采用如圖五的焊接形式,但我個人認為欠妥。
圖五
(1)焊縫的可靠性,此處的焊縫要求很高。停靠錐體傳遞扭矩,如圖五的焊縫,一般只適用于手工焊接,手工焊接的焊縫質量不可同自動焊相比,且這種焊縫形式很難探傷檢查,因而盡量采用圖六所示適宜自動焊的焊縫形式。
圖六
(2)錐體加工麻煩,一般用鋼板切割成幾塊扇形,卷制拼焊而成,修整后加工剖口,如圖五需要加工雙剖口,較圖六的剖口來得麻煩。
因此建議在不影響質量的前提下,盡量優化我們的設計,增加磨機筒體的互換性。
作者:王冬生,郭文武,儲小虎
來源:《江蘇鵬飛集團股份有限公司》
中國水泥備件網微信公眾號(關注查詢更多資訊)(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號