技術 | 一次立磨異響故障的排除
某水泥廠生料系統采用VRMR型立磨作為粉磨設備,在生產的過程中,立磨突然出現異響,聲音類似立磨進大塊的振動,初步懷疑是進料存在大塊,但經過檢查,發現進磨的物料狀態(原料尺寸和組分)沒有發生明顯的變化。
通過更進一步的仔細檢查,發現該聲音出現的頻率并不規律,且只在#3磨輥中出現,其他3個輥一次都沒有出現,因此初步判斷這個異響的產生和物料的因素影響不大,很可能是#3輥自身的結構出現了變化,停磨后對立磨內進行一次詳細的檢查。進磨檢查后發現(見圖1),立磨的總體狀況正常,僅僅存在擋料環磨損大的情況。磨盤和磨輥堆焊才兩個多月,堆焊狀態基本完好,只是磨輥的小頭端存在少量的脫落點。

圖1 磨內的檢查情況
由于異響出現在#3磨輥,對#3磨輥進行進一步詳細的檢查。磨輥密封處沒有漏油等異常情況,在盤輥時,#3磨輥旋轉正常,沒有卡滯現象。在檢查后,立磨開機,異響仍然存在于#3輥,立磨的進料正常,回料狀態、回料的粒度和數量也正常。
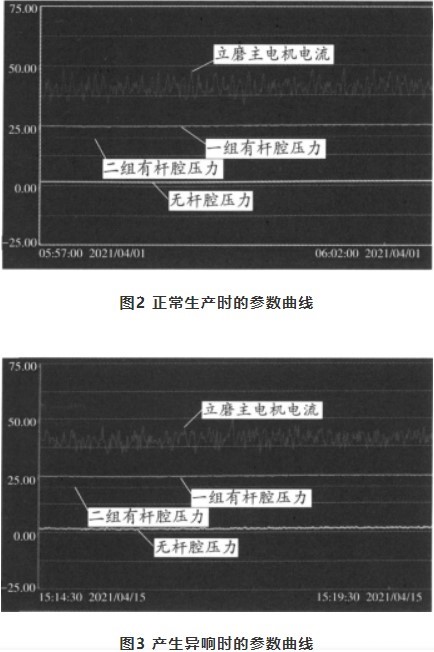
為了查明原因,在中控系統中檢查了立磨操作中的相關操作參數。通過不同時間的操作參數對比,發現聲響產生的前后,無桿腔的壓力曲線產生了明顯的變化(如圖2和圖3)。這說明,異響的產生可能和無桿腔相關。
再次到現場對#3輥的情況進行進一步檢查發現:
(1)當產生異響振動時,液壓缸下關節軸承出現上下晃動。
(2)每次都是磨輥向下運動比較多后向上回彈時出現,當磨輥向下運動不是太多時,磨輥回彈不會產生異響振動。
(3)檢查有桿腔和無桿腔的管路系統的溫度,發現無桿腔的連接管路溫度比有桿腔的連接管路的溫度高;#3磨輥對應的無桿腔蓄能器連接管路溫度比其他磨輥的無桿腔蓄能器連接管路更高。
對這些檢查結果進行分析,認為本次異響的產生很有可能是#3輥的無桿腔蓄能器失效引起的,分析原因如下:
立磨系統的液壓管路連接圖見圖4,立磨由4個磨輥組成,編號為#1~#4輥,液壓系統的有桿腔分為兩組,#1輥和#3輥為有桿腔1組,#2輥和#4輥為有桿腔2組;4個輥的無桿腔為無桿腔組,通過管道經液壓站的無桿腔閥組連接在一起。
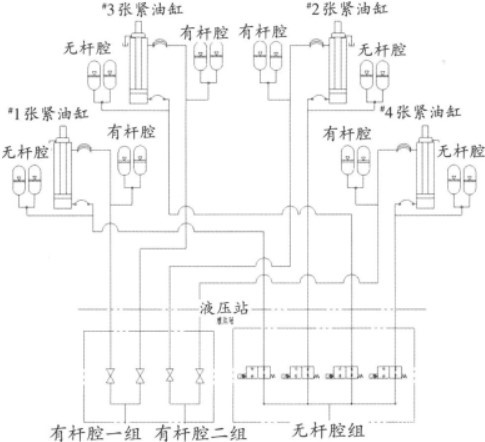
圖4 立磨系統的液壓管路連接圖
在正常生產時,磨盤上的物料推動液壓缸活塞桿上下運動,導致液壓缸的有桿腔和無桿腔體積發生變化,變化的體積同時引起油液的吸入和排出,當吸入油液時,與之相連的蓄能器迅速膨脹,提供所需的液壓油;當油液排出時,與之相連的蓄能器迅速收縮,吸收排出的液壓油。蓄能器在吸收和排出油液時,體積發生變化,導致蓄能器油壓發生變化,為了滿足立磨的穩定運行,蓄能器的油壓變化需控制在合適的范圍,這就需要蓄能器具有合適的體積,蓄能器的體積越大,油壓的變化越小,但過大的體積會使設備投資的經濟性變差,因此,蓄能器的配置體積(V)在滿足油壓的變化即可。
一般情況下,蓄能器預充的壓力為:P預充=kP工作壓力,k=0.6~0.7,蓄能器系統的補油能力為△V(1-k)V,k值越大,該蓄能系統的彈性系數越軟,當△V小于液壓缸需要吸收的油液體積時,蓄能器即失去補油能力;k值越小,該蓄能系統的彈性系數越硬,蓄能器系統的壓力變化越大,即液壓缸的最小壓力越低,最高壓力越低,當k值足夠小時,蓄能器體積膨脹的速度趕不上液壓缸吸入液壓油的速度,液壓缸的最終壓力將降為0,同樣,蓄能器體積收縮能力急劇下降,速度趕不上液壓缸壓出液壓油的速度,液壓缸的最終壓力將急劇上升,失去緩沖的能力,液壓油最終需通過管道排到同組其他輥的蓄能器中。
在本系統中,由于有桿腔(有桿腔1組或有桿腔2組)之間通過管道連接在一起,當其中的一個輥的蓄能器工況不合適時,和其同組相連的另一組蓄能器將通過管道為其提供吸油或供油的能力;由于無桿腔組之間通過管道連接在一起,當其中的一個輥的蓄能器工況不合適時,另外3個磨輥的無桿腔蓄能器將通過管道為其提供吸油或供油的能力。當發生相同組的其他蓄能器為液壓缸補油時,由于管道及彎頭的壓損,液壓系統油溫將發生明顯的升溫。
對于#3輥的無桿腔來說,由于無桿腔蓄能器失效,當磨輥向上運動時,無桿腔需補入液壓油,#1輥、#2輥、#4輥的蓄能器通過管路向#3輥無桿腔補油,當#3輥液壓缸向上的運動幅度不大時,通過管路補入的油液能夠滿足使用,當#3輥液壓缸向上的運動幅度較大時,管路補油由于存在壓損導致液壓油流動速度不足,不能立刻充滿#3輥無桿腔,導致無桿腔壓力瞬間降為0。根據液壓缸產生力的計算公式:F液壓力=P有桿腔S有桿腔-P無桿腔S無桿腔F液壓力將會產生一個劇烈的變化,這個變化的F液壓力導致磨輥對磨盤產量了一個變化的粉磨力,進而產生了振動,引發了異響。
當磨輥向下運動,液壓缸活塞向下運動時,由于蓄能器失效,外排的油液需要克服管路的壓損才能進入其他磨輥的無桿腔蓄能器,此時P無桿腔會產生一個較大的值,這個數值由0變化為較大的值,導致液壓缸產生一個異常的力的波動,這個波動導致液壓缸下關節軸承的位移變化。
在#1輥、#2輥、#4輥的蓄能器通過管路向#3輥無桿腔補油時,由于管道及彎頭的壓損,液壓系統油溫將發生明顯的升溫。由于#3輥的流量變化為全部的無桿腔油液變化,而#1輥、#2輥、#4輥的流量變化為全部的無桿腔油液變化的1/3,因此,#3輥無桿腔管路的溫度比#1輥、#2輥、#4輥的無桿腔管路的高。
立磨停機后對#3輥的無桿腔蓄能器進行了檢查,發現無桿腔蓄能器的氮氣囊破損。在更換了無桿腔蓄能器的氮氣囊后,立磨工況恢復正常。
作者:李德祥,苑明華
來源:《南京西普水泥工程集團有限公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號