技術 | 新型干法生產線熱生料脫硫技術改造調試
前言
某公司擁有2條5000t/d新型干法水泥熟料生產線,兩條生產線均配置了SNCR+SCR脫硝工藝系統。2020年下半年,兩條熟料生產線均頻繁出現生料磨停機后,窯尾煙氣SO₂排放數據超標(停立磨后小時均值高于35mg/m3)的現象,造成回轉窯在生料磨停機期間被迫減產運行、生料磨不能較長時間停機、原料粉磨臺時產量偏低等情況。為了解決這個問題,該公司最初采用添加脫硫粉劑的方法來降低SO₂排放,從而保證回轉窯在生料磨停機期間能正常生產運行。但由于脫硫粉劑成本高、脫硫效率偏低,同時脫硫粉劑加入量過多會對回轉窯系統產生很大的不良影響。為此該公司在決定對現有工藝進行改造,采用熱生料脫硫技術,來實現對窯尾廢氣中SO₂排放值的控制。
熱生料脫硫技術是通過構建輸送管道,分別將分解爐至預熱器一級筒出口與余熱鍋爐進口之間(以下稱C1出口)、二級旋風筒出口與一級旋風筒進口之間(以下稱C2出口)進行連接,從分解爐中抽取少量、活性、高溫CaO粉,通過CaO粉吸附生料中的SO₂,以達到脫硫固硫的效果。
具體實施的方案為在分解爐鵝頸管副爐頂部設置一根入C1出口管道,管徑ф1200mm;在分解爐主爐鵝頸管頂部設置兩根入C2出口管道,管徑ф700mm。
通過這兩根管道從分解爐中抽取活性CaO粉,由于該部位溫度達到880℃左右,生料中的CaCO,分解率已達到95%以上,因此有足夠的活性CaO粉。設計時根據窯尾SO₂排放值計算需使用多少CaO進行吸收,以此設計管道通風量的大小和風速。另外在管道上設置電動調節閥門,通過調節閥門的開度來調節管道通風量的大小以及CaO抽取量。
設計時需考慮系統各方面的變化,為最大限度的降低對燒成系統的影響,建議管道通風面積不超過系統總風量1%的為宜。公司在4月20日改造施工完畢,開始進入調試階段。
2.1 第一次開機試運行階段
當回轉窯點火升溫初期,打開C1出口閥門(簡稱#1閥門)至5%~10%,再打開C2A和C2B出口閥門(至C2A簡稱#2閥門,至C2B簡稱#3閥門)至5%~10%,進行適當升溫;當回轉窯投料正常,喂料量至360t/h(或以主窯皮掛穩定為準),逐步打開#1~#3閥門,觀察C1脫硫管入口溫度、C2A和C2B脫硫煙管溫度。根據實際情況將三個閥門調整至最佳位置,并確保回轉窯運行正常。
遇到立磨停機時,如果二氧化硫排放值能夠達到達標,三個閥門不用調整,觀察各運行參數是否正常;如果出現二氧化硫排放值有升高或波動,提前將#2、#3閥門適當開大,#1閥門一般不做調整,再進一步觀察排放值變化;如果確實無法控制(SO₂排放值超過200mg/m3以上的),及時聯系現場將脫硫劑(氧化鈣)鉸刀秤打開運行,確保排放值達標排放。
系統穩定后,三個閥門在回轉窯開機或停機狀態下不做調整,如果遇到升溫階段升溫異常時可適當關閉閥門。當回轉窯投料正常,喂料量至390t/h,按一階段進行調整。
2.2 熱生料系統的調試
技術人員按照調試方案分別進行了三次系統調試,第一次調試數據見表1。
表1 第一次調試數據
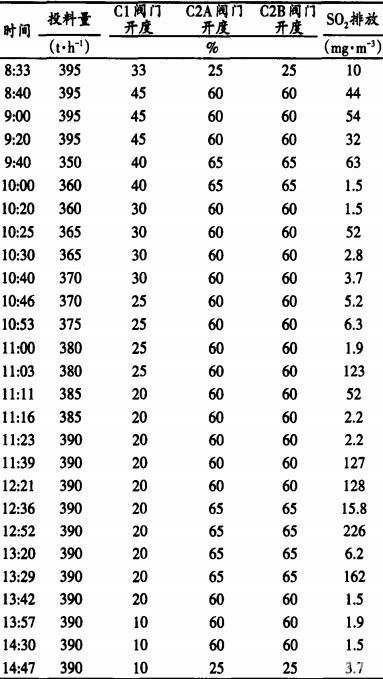
第一次調試過程中,該公司在停止立磨以后直接開始調試熱生料脫硫系統,由于停磨初期二氧化硫波動較大,為盡快降低二氧化硫排放數據,操作上對#1到#3閥門調整幅度較大,直接影響到了窯工況,造成回轉窯短時減產運行。待窯況穩定以后逐步加產。在此期間二氧化硫排放數值有波動,特別是在產量加到390t/h以后,波動很大。技術人員分析窯況波動是造成第一次調試沒有達到預期目標的主要原因。
在第二次調試前,公司調整了調試方法。在立磨停機前半小時前開啟熱生料脫硫系統,#1~#3閥門開度10%,同時回轉窯減產至370t/h,待SO₂排放穩定以后再加產。第二次調試數據見表2。
表2 第二次調試數據
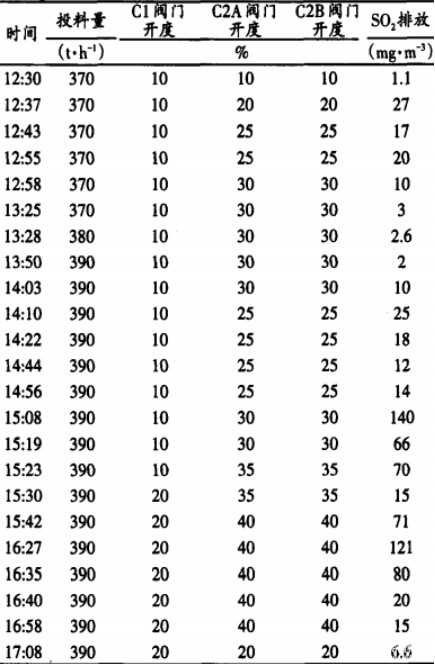
從表2中可以看出,第二次調試以后SO₂排放數據較第一次穩定了很多,但是在產量逐步增加到390t/h以后還會出現波動。技術人員在分析兩次調試經歷,結合脫硫粉劑使用時SO₂排放值的變化,再次調整了調試方案。在立磨停機前將#1閥門開度調整至15%,#2、#3開度調整到40%,確保在立磨停機時SO₂排放值就能控制到一個較低的數值。這樣開始了第三次調試,調試數據見表3。
表3 第三次調試數據

通過陸續優化調試方案,并經過三次調試,基本實現了SO₂的穩定排放控制,達到了預期目標。并且在接下來的將近20天的生產過程中,SO₂的排放數據也基本不受立磨開停影響,穩定控制在35mg/m3,自開機投料以后,SO₂的基本上都控制在5mg/m3以下,而且比較穩定。
熱生料投運以后回轉窯相關數據變化見表4,由表4可看出,熱生料投運以后,對回轉窯臺時略有影響,煤耗有所上升。需要說明的是熱生料投運前,回轉窯運轉率受立磨運轉率的影響較大,如果立磨出現停機現象,回轉窯必須減產甚至止料。但是熱生料系統投運后,回轉窯運行受限的情況大為改觀。
表4 熱生料投運以后回轉窯相關數據變化
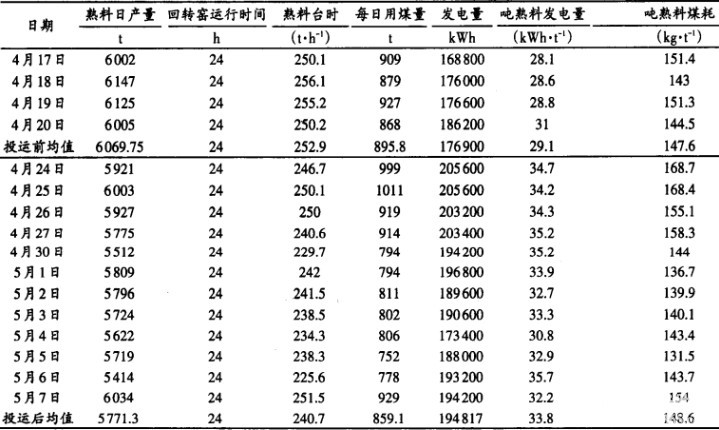
(1)由于熱生料脫硫技術采用了一部分分解爐熱生料,造成窯尾回灰量明顯增大,回灰溫度明顯升高(最高可達280℃),在調試期間,回灰輸送系統經受了嚴峻的考驗,在立磨停機時需安排專人在現場查看設備運行情況。
由于物料溫度升高,對下游設備的使用壽命也會帶來一定程度的影響。為解決這個問題,將回灰輸送拉鏈機鏈條張緊裝置進行了改進,而且在現場增加了回灰溫度檢測巡檢儀,在中控操作界面上增加了拉鏈機電流顯示,避免出現回灰波動對下游設備產生損傷。
(2)脫硫管道取風口位置是否合適也需要進一步論證。在使用了熱生料脫硫技術以后,預熱器五級堵料的頻率明顯加大,每次堵料都是由于C1出口管道取風口附近結皮垮落導致。
分析結皮產生的原因,認為結皮的產生與對脫硫管道頻繁清理、導致系統冷風摻入量過大有關。在熱生料脫硫系統投運以后,為了避免管道堵塞,要求每班檢查、清理每個清料孔。由于管道上清料孔設置較多,導致在每次清理時都有冷風摻入,久而久之造成結皮形成。
為此調整了清理方式,每班由中控操作員將#1~#3閥門開度由正常開度調整到50%左右,調整過后觀察溫度、壓力的變化,通過高溫風機拉風來清理積料,崗位工只需要抽查一個到兩個清料孔即可。通過這樣的調整后,預熱器不再堵料。另外計劃將C1取風口位置挪到分解爐主爐位置,從而徹底解決這個問題。
(3)高溫風機風輪的磨損情況會有所加劇。脫硫改造是將分解爐內熱生料粉引至預熱器一級筒出口,這就增加了窯尾煙氣中的粉塵量,在通過高溫風機時,必然會增加高溫風機風輪的磨損。而且,隨著煙塵含量的增加,會導致風輪積灰不均勻,從而引起設備震動。在熱生料脫硫投運以后,要求每次開機前必須對風輪磨損情況進行檢查,并對風輪進行清理,避免開機時出現震動情況。
作者:劉小千,夏靜慧,楊明輝,丁凱
來源:《焦作千業水泥有限責任公司》
微信公眾號:備件網(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號