技術(shù)丨淺談Thermax 30MW燃煤電廠鍋爐安裝
前言
由于公共供電設(shè)施不完善,一些非洲水泥廠選擇建設(shè)配套電廠來(lái)保證生產(chǎn)穩(wěn)定。例如尼日利亞最大的兩家水泥生產(chǎn)商Dangote和BUA集團(tuán),為其各主要水泥生產(chǎn)基地配備了燃?xì)廨啓C(jī)發(fā)電廠和燃煤鍋爐/蒸汽輪機(jī)發(fā)電廠。近幾年,由于天然氣發(fā)電成本較高,新建電廠業(yè)主多數(shù)選擇燃煤鍋爐/蒸汽輪機(jī)發(fā)電廠,如DangoteOkpella水泥廠配套電廠為2x30 MW燃煤鍋爐/蒸汽輪機(jī)機(jī)組(DangoteOkpella和Gboko水泥廠配套電廠均為印度Thermax公司設(shè)計(jì)及供貨);DangoteGboko水泥廠也新增了一條30 MW燃煤鍋爐/蒸汽輪機(jī)機(jī)組,以替代廠內(nèi)的柴油發(fā)電機(jī)組。
為全面落實(shí)“節(jié)約、清潔、安全”的能源戰(zhàn)略方針,中國(guó)政府宣布將停止在海外建設(shè)燃煤發(fā)電廠。由于印度公司的配套電廠報(bào)價(jià)較低,因此未來(lái)非洲區(qū)域的新建或擴(kuò)建的配套燃煤電廠市場(chǎng)將大概率由印度公司獲得。筆者參與了印度thermax公司設(shè)計(jì)及供貨的Gboko30MW燃煤鍋爐/蒸汽輪機(jī)機(jī)組的土建及安裝施工,現(xiàn)將一些安裝施工經(jīng)驗(yàn)進(jìn)行分享。
1.1 懸吊式鍋爐
(1)水冷壁,包括前、后、左、右四組水冷壁(見(jiàn)圖1),每組分別由4〜8片預(yù)焊成型的水冷管組成。水冷壁安裝的第一步工作就是將分片地面組對(duì)、焊接,需要將分片和水冷壁上集箱組裝成整體(根據(jù)現(xiàn)場(chǎng)的吊裝能力選擇整體或部分組對(duì)),分片組裝前應(yīng)進(jìn)行空氣吹掃及通球試驗(yàn),確保管道內(nèi)無(wú)堵塞;組裝完成后,應(yīng)將水冷壁側(cè)鋼梁全部或部分安裝,以減少焊接及吊裝過(guò)程中的形變;水冷壁管道焊接前應(yīng)復(fù)核相關(guān)尺寸,確保符合要求;應(yīng)采取措施,減少水冷壁在起吊時(shí)的彎曲,可采用加固、多機(jī)臺(tái)吊等方式。
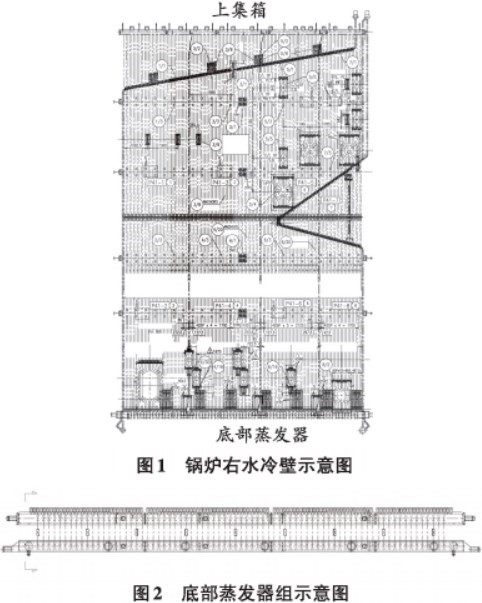
(2)底部蒸發(fā)器組,分為左右兩側(cè),每側(cè)由4組蒸發(fā)器預(yù)制段組成(見(jiàn)圖2)。安裝時(shí)蒸發(fā)器上集箱與水冷壁管排底口連接,同時(shí)蒸發(fā)器上、下集箱與其相鄰的蒸發(fā)器連接,安裝時(shí)應(yīng)確保集箱的標(biāo)高、直線度、水平度符合要求,否則將影響后續(xù)管道安裝。
(3)初級(jí)過(guò)熱器、次級(jí)過(guò)熱器,過(guò)熱器盤管為散件到場(chǎng),需要現(xiàn)場(chǎng)吊入并組對(duì)。安裝過(guò)熱器盤管之前應(yīng)先安裝過(guò)熱器集箱,確保其標(biāo)高、水平度以及和汽包的相對(duì)位置尺寸符合要求;先安裝初級(jí)過(guò)熱器盤管,自水冷壁一側(cè)開(kāi)始安裝,一共68片;確保過(guò)熱器垂直安裝,同時(shí)應(yīng)保證盤管至爐頂間隙約100mm,至后水冷壁的垂直距離約200mm(僅初級(jí)過(guò)熱器),以滿足熱膨脹間隙需要;過(guò)熱器盤管進(jìn)、出管的材質(zhì)不一樣,焊接時(shí)應(yīng)選擇正確的焊材;過(guò)熱器盤管安裝之前應(yīng)水平放置,進(jìn)行通球試驗(yàn)。
(4)鍋爐汽包、臥式超級(jí)過(guò)熱器、對(duì)流管束,均為部件整體到場(chǎng),安裝時(shí)應(yīng)控制好集箱標(biāo)高、水平、相對(duì)位置尺寸。
(5)省煤器,省煤器盤管為散件到貨,殼體需現(xiàn)場(chǎng)組對(duì)。和初級(jí)、次級(jí)過(guò)熱盤管一樣,省煤器盤管安裝前也需在地面做通球試驗(yàn),盤管以懸吊的形式自上至下安裝,每片由上、中、下3段組成,然后中間向兩側(cè)安裝各片,組對(duì)時(shí)應(yīng)保證盤管的幾何尺寸;省煤器殼體組對(duì)成整體時(shí),應(yīng)保證殼體內(nèi)部勁板和盤管的相對(duì)位置尺寸,否則盤管在熱態(tài)時(shí)可能和勁板碰撞;省煤器殼體上部和下部的材質(zhì)不一致,應(yīng)注意區(qū)分,焊接時(shí)應(yīng)選用正確的焊材。
(6)鍋爐組成管道,包括上升管道、下降管道、主蒸汽管道等。鍋爐組成管道均為預(yù)制管,每條管道在出廠時(shí)就預(yù)制成了分段,減少了現(xiàn)場(chǎng)焊接工作量;鍋爐至汽輪機(jī)房等鍋爐車間以外的管道為非預(yù)制管,需要現(xiàn)場(chǎng)配管;上升管道、下降管道等預(yù)制管道需要自開(kāi)始的集箱組對(duì)至結(jié)束的集箱,尺寸檢查無(wú)誤后,才能焊接,因此需要大量的1~31倒鏈、短吊帶做臨時(shí)固定,需提前準(zhǔn)備。
(7)空氣預(yù)熱器模組(3臺(tái)),整體到貨不需要現(xiàn)場(chǎng)組對(duì),安裝時(shí)需注意地腳螺栓的熱膨脹方向。
電廠管道安裝及焊接的要求較高,是電廠安裝施工的重要分部工程。管道按材質(zhì)簡(jiǎn)單劃分為:P15E等級(jí):SA335P91.SA182F91、SA213T91等;P5A等級(jí):SA182F22、SA213T22、SA335P22、10CrMo9等;P4、P3、P1等級(jí)。其中P15E管道的安裝焊接要求最高,且要求100%射線探傷。其中P15E 管道安裝技術(shù)要點(diǎn)如下:
(1)安裝前,應(yīng)明確管道的規(guī)格、材質(zhì)符合圖紙,以免錯(cuò)用。
(2)根據(jù)圖紙尺寸進(jìn)行下料,不允許采用氣割、等離子切割的方式切割管道(避免切割面硬化),應(yīng)采用切割片切割。
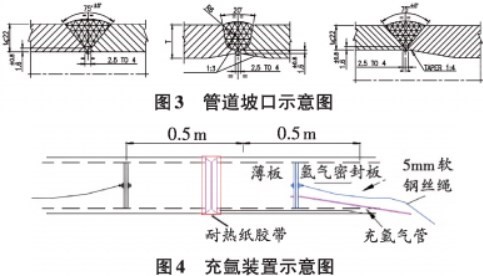
(3)按圖紙尺寸制作管道、管件坡口,坡口可采用機(jī)械加工或打磨的方式制作(見(jiàn)圖3)。
(4)管道預(yù)組對(duì)時(shí)應(yīng)使用組對(duì)工具,確保組對(duì)精度,同時(shí)不允許在焊縫位置點(diǎn)焊,應(yīng)采用搭接板進(jìn)行臨時(shí)固定,搭接板以及點(diǎn)焊的焊條材質(zhì)應(yīng)與管道材質(zhì)一致。
(5)管道焊接:①根據(jù)管徑大小選擇全氮焊(W DN50)或氮弧焊打底/手工電弧焊蓋面(>DN50),焊接時(shí)應(yīng)選用正確的焊材,焊條應(yīng)按規(guī)定溫度和時(shí)間進(jìn)行烘干并置于通電的保溫桶內(nèi)備用,施焊作業(yè)區(qū)應(yīng)采取可靠的避風(fēng)、避雨措施(空氣濕度過(guò)大不宜進(jìn)行焊接),焊工應(yīng)持證上崗并通過(guò)了試焊檢查。
②焊接前應(yīng)對(duì)焊縫內(nèi)部充氮,可采用薄板密封焊縫兩端(或采用可溶紙+漿糊內(nèi)部密封),密封位置距離焊縫的距離不宜過(guò)近,以免被燙壞,在密封板上開(kāi)孔接氣管充氮或直接自焊縫位置充氮,然后用耐熱紙膠帶纏繞密封焊縫位置,打底焊完成可停止充氮,見(jiàn)圖4。
③將管道用電加熱器預(yù)熱至200℃(不允許明火烘烤),然后開(kāi)始?xì)r弧焊打底(過(guò)程中保持預(yù)熱200℃),進(jìn)行打底焊時(shí)焊工應(yīng)采用強(qiáng)光手電筒檢查管道內(nèi)焊縫的外觀質(zhì)量,打底焊完成經(jīng)目視檢查合格后,開(kāi)始進(jìn)行手工電弧焊蓋面;每一層焊縫完成時(shí)均應(yīng)進(jìn)行目視焊接質(zhì)量檢查,直至焊接完成,焊接過(guò)程中應(yīng)采用測(cè)溫槍檢查焊接層間溫度(不超過(guò)350℃)。
④蓋面焊完成后,將焊縫用硅酸鋁纖維棉/毯包裹,將加熱器溫度設(shè)置為350℃/保溫2h(消氫、消焊接應(yīng)力等),然后再升溫至750℃±20℃并保溫2h (冶金),再逐步冷卻至常溫,加熱和冷卻每lh的溫度變化不能超過(guò)100℃。
按要求對(duì)管道進(jìn)行射線探傷,對(duì)有缺陷的焊縫返修應(yīng)符合設(shè)計(jì)單位的標(biāo)準(zhǔn)。
(6)管道安裝過(guò)程資料歸檔。過(guò)程資料包括:管道母材、焊材的材質(zhì)規(guī)格確認(rèn)、管道坡口制作及組對(duì)驗(yàn)收?qǐng)?bào)告、焊接工藝卡、熱處理設(shè)備自動(dòng)打印的溫度曲線記錄單、RT射線探傷報(bào)告等。過(guò)程資料是管道焊接質(zhì)量控制的重要手段,印度Thermax工程師尤其看重這些證據(jù)文件,因此自管道安裝開(kāi)始前應(yīng)共同確認(rèn)資料格式,避免后期扯皮。
筆者自2011年從事水泥廠安裝施工管理,2021年首次涉及火電廠安裝,由于經(jīng)驗(yàn)不足,在前期的工作中有很多疏漏。以材料機(jī)具為例,相比較水泥廠安裝,電廠安裝有很大的不同,下面做簡(jiǎn)單介紹。
(1)焊材:電廠安裝需要很多特殊焊材,如ER NICR-3、ER90S-B9氮弧焊絲,E9015-B9焊條等,焊材采購(gòu)數(shù)量應(yīng)根據(jù)焊縫的規(guī)格和數(shù)量準(zhǔn)備,并考慮足夠的富余量;同時(shí)焊條應(yīng)考慮采購(gòu)多種規(guī)格,如Φ2.5、Φ3.2、Φ4mm等,Φ2.5mm焊條用于打底焊之后的首層蓋面(首層蓋面電流不宜較大,以免灼傷打底層),Φ4mm可用于中間層的填充,Φ3.2mm焊條用于最后一層蓋面,焊縫成形更美觀。
(2)倒鏈、吊帶:由于管道只能在整條路徑(集箱到集箱)組對(duì)完成后才能開(kāi)始焊接,因此需要大量的臨時(shí)吊具,尤其是1~2t的倒鏈,根據(jù)Gboko電廠的實(shí)際經(jīng)驗(yàn),1t/2t倒鏈、短吊帶需要各準(zhǔn)備100付左右。
(3)熱處理設(shè)備:需要準(zhǔn)備帶自動(dòng)打印溫度曲線的熱處理設(shè)備一套,以及適配各種管徑的加熱繩、履帶式加熱板一套;溫度傳感器易損壞應(yīng)多備一些;熱處理保溫用的硅酸鋁纖維毯應(yīng)準(zhǔn)備(耐熱1200℃),不能用巖棉替代(耐熱溫度不夠)。
(4)其他的材料、機(jī)具:如生漆片,加酒精調(diào)配成液體,用于管道坡口防銹,雨季施工尤其需要;水溶紙,用于管道內(nèi)部充氮的密封;手持式電動(dòng)坡口機(jī),用于2英寸(1英寸=2.54cm)及以下的管道坡口制作,在水冷壁管排坡口制作、各種過(guò)熱盤管坡口制作過(guò)程中,相比較打磨,有效的提高了效率。
綜上所述,Thermax的小型鍋爐組成設(shè)備較少,部分為整體到貨,不需要現(xiàn)場(chǎng)組對(duì),相對(duì)而言結(jié)構(gòu)較為簡(jiǎn)單,安裝整體難度不大。但熱力系統(tǒng)管道的組成結(jié)構(gòu)較為復(fù)雜,管道的組對(duì)、焊接、熱處理技術(shù)要求更高。因此在對(duì)此類管道進(jìn)行安裝時(shí),必須保證嚴(yán)格遵循技術(shù)要求,同時(shí)做好過(guò)程資料收集,這樣才能保證鍋爐系統(tǒng)的安裝質(zhì)量。
作者:母冬冬,左清文,黃長(zhǎng)明,陳靜
所屬:蘇州中材建設(shè)有限公司
來(lái)源:《水泥工程》
微信公眾號(hào):備件網(wǎng)(關(guān)注查詢更多資訊)
(本文來(lái)源網(wǎng)絡(luò),若涉及版權(quán)問(wèn)題,請(qǐng)作者來(lái)電或來(lái)函聯(lián)系!)

 浙公網(wǎng)安備
33010802003693號(hào)
浙公網(wǎng)安備
33010802003693號(hào)