技術丨水泥聯合粉磨系統產量下降的處理措施
1 工藝流程
我公司2500t/d生產線水泥輥壓機聯合粉磨系統工藝流程見圖1,主機設備參數見表1。
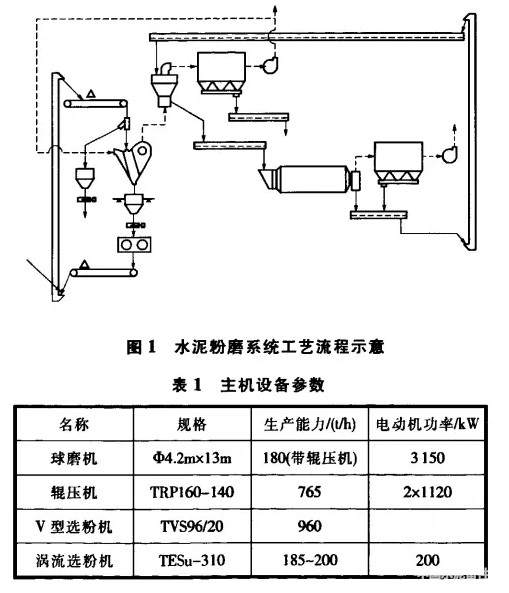
來自調配站的熟料和混合材經配料秤、斗式提升機、膠帶輸送機喂入V型選粉機,經V型選粉機分選出來的細粉進入渦流選粉機,粗粉經過中間倉穩流后進入輥壓機,經輥壓機擠壓的料餅隨出調配庫的物料一起再進入V型選粉機。磨機粉磨后的物料經出磨斜槽、斗式提升機喂入渦流選粉機,選出的粗粉經斜槽返回磨內再次粉磨,細粉隨氣體進入氣箱脈沖袋除塵器,收下的水泥成品經空氣斜槽送至水泥庫。
2 出現問題
2011年5月中旬,該系統臺時產量突發性下降,噸水泥電耗大幅上升。由于輥壓機循環系統中沒有更多細粉物料進入球磨機循環系統,特別是在生產P·C32.5R水泥時主排風機已開到最大,磨內物料少。
磨機的研磨能力得不到發揮。磨機電流較高,磨尾循環斗式提升機的電流只有80A左右。主除塵器的壓差非常大,達到3000Pa。生產P·O42.5R水泥時臺時產量由220t/h下降到190t/h,電耗由3kWh/t上升到33kWh/t。生產P·C32.5R水泥時臺時產量由250t/h下降到2lOt/h,電耗由27kWh/t以上升到31.5kWh/t。
3 問題分析
1)工作輥縫設置不合理。當左右輥被物料撐開并達到或超過之前設定好的工作輥縫時,兩輥會同時進行加壓,當達到設定壓力值時停止加壓。但在實際生產中,由于操作人員經驗不足,擔心輥壓機振動大,將輥壓機的工作輥縫設置到28mm,再加上兩輥的磨損,實際工作輥縫已經超過了35mm,工作輥縫偏大,兩輥被物料撐開不能達到設定的工作輥縫,液壓系統不能加壓,輥壓機不能形成致密料餅,影響料床粉碎功效,出料中粗顆粒料多、料餅少,輥壓機系統內的循環量大大增加,更加劇了兩輥的磨損。
2)入輥壓機物料綜合水分含量大。當雨季到來,混合材中石灰石、鋼渣、頁巖渣、花崗巖粉和脫硫石膏的水分含量偏大。特別是粉磨P·C32.5R水泥時混合材摻量達39.5%,脫硫石膏4.5%。入輥壓機物料綜合水分含量大于2.5%。加上巡檢工經驗不足,在V型選粉機的入風管處開了3個大的冷風孔,阻斷了主排風機排出的熱風進入輥壓機循環系統對物料進行烘干,使輥壓出來的料餅非常密實,不易打散分選。所以,細粉不能分選出來進入球磨機而是在輥壓機系統循環。
3)主除塵器清灰周期過長。主除塵器共有28個室,每個室清灰間隔15s,一個清灰周期7min。清灰周期過長,特別是在粉磨P·C32.5R水泥時,主除塵器進出口壓差非常大,達3000Pa,清灰效果差,系統產量提不上來。
4 采取措施
1)開機生產時,將工作輥縫設置在18-25min之間。根據輥壓機振動情況、液壓的平穩和輥壓機電流負荷等情況調整工作輥縫。原則上粉磨P·C32.5R水泥可將輥縫設寬點;粉磨P·II 42.5R水泥應將輥縫設窄點。入輥壓機物料水分含量高、顆粒粗時,可將輥縫設寬點,喂料斜插板適當上提;入輥壓機物料水分含量低、顆粒細時,可將輥縫設窄點,喂料斜插板適當下流過高時將輥縫設寬點,但喂料斜插板適當放下,使各種物料得到充分擠壓,防止沖料,提高粉磨效率。并根據輥縫偏斜情況將左右輥液壓壓力單獨糾偏,以防止輥子軸向竄動。
2)由于頁巖渣、鋼渣和脫硫石膏含水分較多,為達到整個系統物料在粉磨過程中的水分含量<1.5%,粉磨P·C32.5R水泥時,將關掉渦流選粉機下殼體處冷風閥和系統循環風管所有冷風閥,熱風閥全開;當粉磨P·042.5R水泥時,適當開些冷風閥,以保證V型選粉機出口溫度保持在80-900(3之間。充分利用熟料的溫度和粉磨系統產生的熱能來保證系統的風溫,對物料進行烘干,達到減少物料團聚,降低空氣阻力,使渦流選粉機和V型選粉機在較低的功率下達到高效選粉效率,也防止球磨機包球造成球磨機粉磨效率下降。
而粉磨P·1142.5R水泥時,由于熟料溫度高,混合材摻量少,物料綜合水分小,要打開渦流選粉機下殼體處和系統循環風管上所有的冷風閥以及V型選粉機下面的清洗風閥,熱風閥全關,降低系統的風溫。防止渦流選粉機下軸承和磨機后軸瓦發熱,球磨機內產生靜電導致吸附團聚,從而降低粉磨效率;水泥溫度過高造成石膏脫水,以及在庫內結塊的工藝事故。
3)將主除塵器清灰周期減少到6min,每室間隔時間減少到13s。開機后清灰效果大大增強。生產P·C32.5R水泥時,主除塵器進出口壓差由3000Pa降到1900Pa;生產P·042.5R水泥時,主除塵器進出口壓差由2500Pa降到1400Pa。
4)檢查磨內工藝情況,測量磨機填充率,結合磨機主電動機的電流變化和球耗
情況,補充了3t鋼球,一倉中20mm 2t,二倉中25mm 1t。
5)系統風管風閥調節同時,在能保證輥壓機循環系統的物料被拉到磨機循環系統的前提下,盡可能降低主排風機轉速,有利于整個系統內負壓減小,降低主排風機和渦流選粉機電耗,降低主除塵器進出口壓差,從而提高主除塵器的清灰效果。同時也要降低渦流選粉機的轉速,使入庫水泥的顆粒級配變寬,水泥的標準稠度用水量下降。主排風機電動機轉速生產P·C32.5R水泥時由48Hz降到46Hz,生產P·042.5R水泥時由46Hz降到44Hz。
6)控制好磨機循環負荷率和磨機循環系統適當的料流量有利于提高磨機粉磨效率,降低球磨機和選粉機電耗。磨機的粉磨效率是隨磨機循環負荷率適當的增加而提高,隨選粉機的選粉效率的提高而增大,但是根據氣固兩相流分級原理,選粉效率又隨循環負荷率的增大而降低。當循環負荷率過大時導致很多合格產品選不出來,重新回磨循環出現過粉磨、產生緩沖和黏聚,降低磨機粉磨效率。因此生產時一般控制磨機循環負荷率在130%~150%之間。磨尾提升機電流控制在100A左右。
7)嚴格控制混合材和脫硫石膏的入庫水分。采用分批存放、自然風干和合理搭配的辦法來減少入磨系統物料的水分含量。既可提高粉磨效率,又可減少粉磨系統中風管和提升機殼體的結皮,以及除塵器濾袋的結露。
5 改后效果
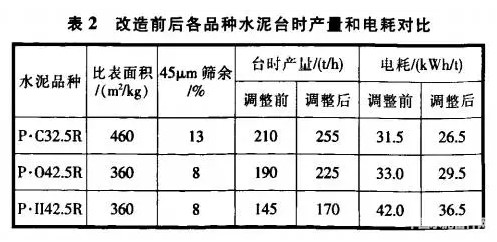
通過采取以上幾項措施,生產P·042.5R水泥時臺時產量增加到225t/h,水泥電耗下降到29.5kWM。生產P·C32.5R水泥時臺時產量增加到255t/h,噸水泥電耗下降到26.5kWM。調整工藝前后各品種水泥臺時產量和電耗對比見表2。
作者 :丁偉敏 徐順偉 黃偉
單位 :華潤水泥(陽春)有限公司
來源:中國水泥備件網微信公眾號(關注查看更多資訊)
歡迎投稿,投稿郵箱:tougao#cement365.com(#替換為@)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號