技術 | 回轉窯球面瓦開裂應急處理方案
1故障現象
某公司∅5.4m×82m回轉窯于2017年10月建成并投產,2017年12月至2018年4月冬季錯峰停產期間,對托輪瓦放水并對瓦內殘留水用壓縮空氣吹干,2018年4月28日窯點火升溫,29日投料后各瓦溫正常,潤滑正常。
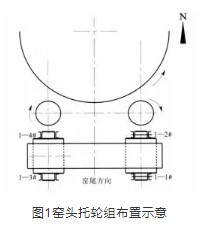
4月30日窯投料至450 t/h,巡檢人員巡檢時發現窯頭托輪組西南角托輪瓦(見圖1,簡稱1-1#托輪瓦)軸密封處漏油嚴重,該托輪瓦油標無油位顯示,托輪水槽內充滿油水混合液。打開上蓋觀察孔和側面端蓋后發現,循環水進出口接頭無泄露,托輪瓦座內部只有少量乳化渾濁的油,軸瓦與球面瓦結合面處有水珠滴下,初步懷疑球面瓦水道泄漏、損壞。
2故障診斷及應急方案確定
故障發現時瓦溫雖然不高,但軸面已不能建立有效的油膜,繼續運轉下去隨時可能燒瓦,決定停產處理。經與設計院溝通,該公司球面瓦為非標設計,沒有相同型號備件,加工新瓦需要20d以上,周期過長不能滿足生產要求。為了將損失降到最低,必須對球面瓦進行應急處理,保證回轉窯在最短的時間內恢復運行。
待筒體溫度冷卻到50℃左右,用2臺500t液壓頂將1檔輪帶頂起,用300t液壓頂將托輪頂起,拆出該組銅瓦和球面瓦,確定為球面瓦水道損壞。觀察到的裂紋狀況見圖2。
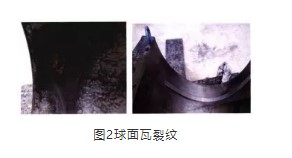
球面瓦水道上方裂透,裂紋沿瓦面圓周方向長約1000mm,寬1~2mm。托輪球面瓦材質為灰口鑄鐵HT20—40,不但焊接性能差,不能保證焊接后的承重載荷,而且對焊接條件及焊工的技術水平要求苛刻。如要焊接處理,需要將瓦加熱到300~600℃并恒溫,用于焊接的球墨鑄鐵焊條加熱到150 ℃,然后進行氣焊焊接,焊接過程中必須進行應力消除。結合現場情況,無法保證焊接條件和焊接質量。
經測量瓦面裂紋兩側的平面間隙在0.06~0.1mm之問,公司技術人員經過討論后認為不會對銅瓦的受力產生太大影響,因此決定采用如下方案進行修復:首先利用機械固定的方式防止裂紋繼續發展;其次涂抹專用金屬修補劑進行裂紋密封處理;最后使用表面修補劑對球面瓦表面進行找平。
3急措施實施過程
(1)將球面瓦內部及表面的油污清洗干凈。
(2)在距離裂紋兩端2~3mm處分別開∅6mm的止裂孔,深度等于球面瓦水道壁50mm。
(3)沿裂紋兩邊加工寬20 mm深30mm的V形坡口并打毛處理。
(4)在球面瓦表面與裂紋的垂直方向加工9個長寬深為120mm×30 mm×20mm的橢圓形槽,間距約110mm,槽內兩側加工2個M16的螺紋孔,見圖3。
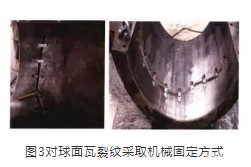
(5)用δ=16mm的Q235B鋼板制作9件120mm×30mm的連接板,兩端鉆臺階沉孔與方形槽內的螺紋孔相對應。
(6)用M16×50mm的內六角螺栓(10.9級)加工出斜度將連接板安裝于方形槽內,使裂紋兩側球面瓦拉緊,避免裂紋繼續發展。
(7)對裂紋用清洗劑清洗后,分別涂抹專用膠對微裂紋進行填堵,再用專用金屬修補劑對裂紋進行填充、找平,涂抹完成后用電暖氣進行烘干、保溫。
(8)修補劑徹底凝固后,對球面瓦進行水道清洗、打壓試驗,壓力0.13MPa(標準試驗壓力的50%),保壓15min。
(9)回裝軸瓦、球面瓦后進行研磨檢測,因軸瓦有拉傷且在球面瓦裂紋后產生一定的變形,軸瓦與軸在30mm×30mm區域內接觸點僅為1~2點,接觸點較少刮研難度大,需要采用高黏度潤滑油在運行中對該瓦進行重研。
4處理效果
回裝完成后,投料運行,喂料量從260t/h穩步加到530t/h,瓦溫顯示正常,基本維持在30℃左右,未發現漏水痕跡。在后續的運行過程中,為延長該瓦的使用時間,保持投料量在額定產能的90%左右,成功堅持到停產檢修。本次事件經歷144h后投料運行,是一次較為成功的搶修案例,希望能為廣大同行在處理類似問題時提供參考思路。
來源:《金隅冀東水泥黑龍江有限公司》
作者:宗彥龍
中國水泥備件網微信公眾號(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號