技術 | 托輪間歇性“歇輪"的處理
現場觀察,Ⅱ檔右側(從窯頭看)托輪“歇輪” 時間較長。輪帶與托輪之間最大間隙為10mm;左側托輪“歇輪”時間較短,最大間隙為4mm,受力較大。I檔托輪也有輕微的“歇輪”現象,右側托輪與輪帶間隙最大為2mm,左側托輪與輪帶間隙最大為1mm。由于變形部位離傳動裝置較遠,齒輪咬合基本正常。
經過現場觀察分析,一致認為造成2號窯I、II檔托輪間歇性“歇輪”的原因是回轉窯內20m~28m窯皮異常。如圖1所示,在回轉窯20m~28m之間。徑向溫差最大相差180℃,造成回轉窯筒體因膨脹量不同而發生變形,從而造成I、II檔托輪發生了間歇性“歇輪”現象。
針對這種情況,存在兩種處理意見:一種認為立即止料停窯,待窯內冷卻后進入窯內將異常窯皮打掉。這種方法至少要停窯兩天,還得重新點火烘窯,經濟損失巨大,且停窯還有可能造成窯體發生永久性變形;另一種方法在回轉窯運轉過程中通過采取工藝措施,將異常窯皮處理掉。使窯筒體變形逐漸恢復正常,但需嚴密監控托輪瓦溫度,出現異常及時處理,防止出現燒瓦等重大機械事故。權衡利弊后,最終選擇了第二種方案。
針對2號窯20m~28m窯皮異常造成的回轉窯筒體變形,該公司首先減少了投料量,投料量由195t/h減至180t/h,窯速由3.96r/min減至3.6r/min,以減少回轉窯負荷。然后采取措施處理異常窯皮:
(1)調整配料方案,在保持KH:0.91±0.02,IM=1.5±0.1不變的情況下,將SM=2.7±0.1調整為SM=2.8± 0.1,減少液相量;
(2)窯頭噴煤管每4h移動一次,移動范圍從0~300mm,不要太大,因為回轉窯內耐火磚特別是過渡帶尖晶石磚已經很薄,要防止溫差過大造成“紅窯”;
(3)移動噴煤管時,配合調整內外風,噴煤管拉出時,減少外風,增大內風,以縮短火焰;噴煤管推進后,減少外風,增大內風.以增長火焰。公司再次要求窯操作員密切關注托輪瓦溫度變化情況。發現異常及時處理,并且要求現場崗位工密切注意筒體與筒體墊板之間的間隙,防止回轉窯發生“縮徑”。
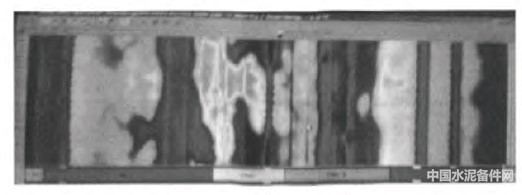
16:00時20m~28m處異常窯皮變化不大,但II檔左側托輪1溫度由原來的32℃上升到41℃。2號瓦由原來的30℃上升到42℃,右側托輪的3號、4號瓦基本沒有變化。為防止托輪1號、2號托輪瓦溫繼續升高,對1號、2號托輪瓦進行換油冷卻,同時對左側托輪進行了調整。將左側托輪頂絲向左旋轉90°,即將左側托輪向左退1m,然后密切關注托輪瓦溫度變化;18:00時左側托輪1號瓦穩定在38~40℃、2號瓦溫度穩定在39~41℃;20:00時筒體掃描儀上觀察,發現20m~28m處異常窯皮有掉落的趨勢;23:00時20m~28m處最大溫差縮小到105℃,最高溫度385℃,最低溫度270℃,現場觀察I檔托輪“歇輪”現象消失, II檔托輪“歇輪”時間縮短,右側最大間隙變為5mm;3月15日8:00時20m~28m處異常窯皮基本全部掉落(見圖2),從筒體掃描儀上觀察,20m~28m處之窯皮比較平整,筒體溫度在350~387℃之間;3月15日9:00將II檔左側托輪調回原位,同時將窯投料量和窯速提至正常;3月15日22:00時II檔托輪間歇性“歇輪”現象基本消失。

雖然這次間歇性“歇輪”問題沒有造成大的損失,最終得到了成功處理,但造成事故的原因,我們必須深度反思,以防再出現類似事故。間歇性“歇輪”事故是由于20m~28m處異常窯皮造成的,而異常窯皮又是怎樣出現的呢?2011年3月12日由于回轉窯2.5m處出現“紅窯”而止料停窯,挖補后點火于14日2:00投料,在點火期間,由于煤粉較濕且回轉窯間歇性轉窯,使煤粉在20m~28m處沉落粘結,投料當天晚上下大霧,筒體掃描儀失真,現場用測溫槍檢測20m~28m處溫度較高,超過410℃,采用筒冷風機和壓縮空氣進行噴吹,導致該處掛上了很厚的窯皮,9:00霧散去后,停掉了風機和壓縮空氣,由于此處窯皮粘掛的強度不同,疏松的窯皮很快掉落,造成異常窯皮的出現。雖然這次事故有一定的偶然性,但也反映了操作經驗不足,今后在操作中一定要注意窯皮的粘掛和保護,防止異常窯皮的再次出現。
作者:李仁龍
來源:《德州中聯大壩水泥有限公司》
中國水泥備件網微信公眾號(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號