技術(shù)丨回轉(zhuǎn)窯中心線在線監(jiān)測方法
引言
回轉(zhuǎn)窯是一種大型熱工旋轉(zhuǎn)機(jī)械設(shè)備,窯故障與其中心線的準(zhǔn)直度密切相關(guān)。正常理想的窯中心線是直線或接近一條直線的狀態(tài),以保證回轉(zhuǎn)窯的支撐部件受力均勻。由于回轉(zhuǎn)窯長期在高溫、重載、多塵惡劣工況下連續(xù)低速回轉(zhuǎn)運(yùn)行,其中心線會(huì)產(chǎn)生偏差,當(dāng)偏差超出標(biāo)準(zhǔn)范圍時(shí),會(huì)引發(fā)回轉(zhuǎn)窯的一系列故障甚至導(dǎo)致停窯事故發(fā)生。對于產(chǎn)能5000t/d的回轉(zhuǎn)窯,停窯每日損失產(chǎn)值將達(dá)到200萬元以上,重新啟動(dòng)回轉(zhuǎn)窯需要20~30萬元的費(fèi)用。
隨著人們對大型設(shè)備的安全及可靠運(yùn)行的重視程度不斷提高,歐美先進(jìn)國家已經(jīng)要求相關(guān)企業(yè)對大型機(jī)械實(shí)行在線狀態(tài)監(jiān)測。我國在狀態(tài)監(jiān)測和故障診斷方面起步較晚,但追趕發(fā)展速度很快,國家相關(guān)部門先后出臺了機(jī)械設(shè)備狀態(tài)監(jiān)測和故障診斷的相關(guān)規(guī)定及標(biāo)準(zhǔn)等。國內(nèi)高校針對機(jī)械故障機(jī)理、信號處理方法、故障識別等方面先后開展了深入的研究。在工業(yè)應(yīng)用方面,相關(guān)科研人員針對不同對象開發(fā)了不同類型的監(jiān)控與診斷系統(tǒng),這些技術(shù)在一些工業(yè)領(lǐng)域的大型機(jī)械設(shè)備中有廣泛的應(yīng)用。目前,對回轉(zhuǎn)窯的狀態(tài)檢測及維護(hù)都還停留在事后檢修或定期檢修上,無法避免回轉(zhuǎn)窯的停產(chǎn)事故以及窯故障帶來的經(jīng)濟(jì)損失。鑒于此類問題,采用實(shí)時(shí)的狀態(tài)監(jiān)測已經(jīng)成為回轉(zhuǎn)窯運(yùn)行和維護(hù)的必然發(fā)展趨勢。
長期以來,對回轉(zhuǎn)窯中心線的狀態(tài)檢測以動(dòng)態(tài)檢測技術(shù)為主,隨著檢測設(shè)備和技術(shù)的進(jìn)步,回轉(zhuǎn)窯中心線的檢測方法一直在進(jìn)步與完善,回轉(zhuǎn)窯中心線的檢測技術(shù)已經(jīng)趨于成熟。
目前,國內(nèi)外較為成熟的回轉(zhuǎn)窯中心線動(dòng)態(tài)檢測方法有:德國公司托輪測量法,它采用測地學(xué)方法來觀測托輪軸心位置,并測量托輪、輪帶的直徑和輪帶間隙,最后間接地計(jì)算出窯體軸線位置;FLS公司的輪帶位置測量法,該方法是使用激光在輪帶表面投射出6個(gè)固定的光斑,然后測定輪帶外徑上6個(gè)光點(diǎn)的空間位置擬合一個(gè)接近輪帶的形狀和實(shí)際位置的空間圓。中南大學(xué)的窯體回轉(zhuǎn)中心零位移方向健相測量法,該方法通過在筒體表面標(biāo)記三個(gè)點(diǎn),測量三個(gè)點(diǎn)到傳感器的距離計(jì)算得到筒體回轉(zhuǎn)中心坐標(biāo)叫武漢理工大學(xué)的回轉(zhuǎn)窯三點(diǎn)十字對徑遠(yuǎn)距離動(dòng)態(tài)測量法,該方法通過使用全站儀遠(yuǎn)距離測量輪帶表面三個(gè)點(diǎn)的位置,得到輪帶中心的坐標(biāo)。
以上回轉(zhuǎn)窯中心線的檢測方法各有優(yōu)勢,均能測得回轉(zhuǎn)窯中心線的狀態(tài)。然而回轉(zhuǎn)窯中心線的檢測通常是窯故障后的檢修行為,無法挽回窯因故障帶來的經(jīng)濟(jì)損失。針對回轉(zhuǎn)窯中心線在線檢測的不足,本文提出一種回轉(zhuǎn)窯中心線監(jiān)測方法,使企業(yè)能及時(shí)發(fā)現(xiàn)窯中心線的偏差,降低回轉(zhuǎn)窯重大故障的發(fā)生率,減少維護(hù)成本。
2.1 監(jiān)測方案設(shè)計(jì)
由于回轉(zhuǎn)窯運(yùn)轉(zhuǎn)過程中其表面伴隨著高溫和震動(dòng),這使得傳感器長期的近距離監(jiān)測很難實(shí)現(xiàn)。武漢理工大學(xué)的回轉(zhuǎn)窯中心線十字對徑測量法是一種遠(yuǎn)距離直接測量方法,基于十字對徑的測量原理,可以使用傳感器完成回轉(zhuǎn)窯中心線的遠(yuǎn)距離監(jiān)測。
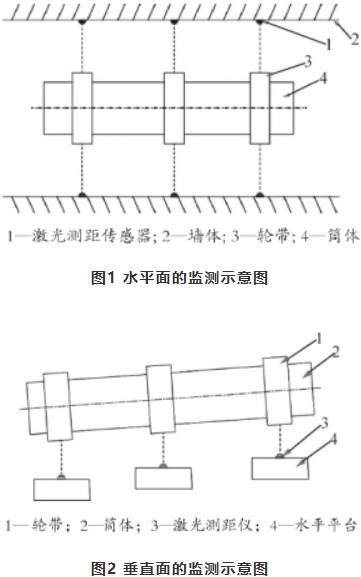
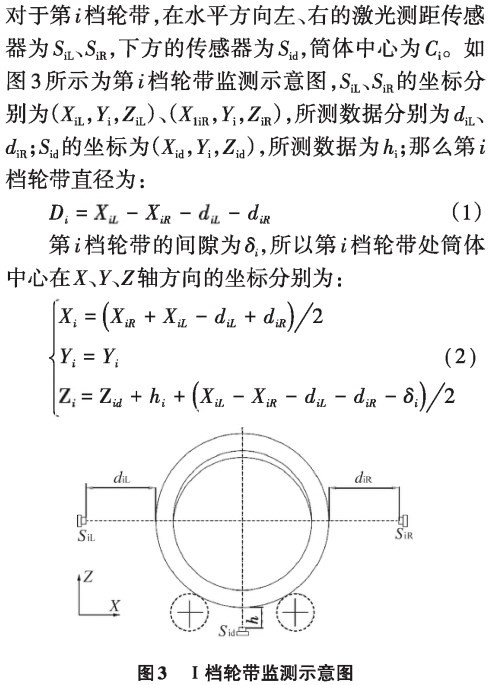
如圖1和2所示,在每個(gè)輪帶中心的水平直徑線外,固定安裝兩個(gè)激光測距傳感器,其安裝高度與輪帶中心等高,并且將激光測距傳感器調(diào)平,保證激光能水平射出到輪帶表面;同時(shí)在輪帶中心的正下方安裝平臺,平臺用來固定和保護(hù)激光測距傳感器,測量輪帶下方的高差。這樣即可測得輪帶中心的坐標(biāo),根據(jù)輪帶熱動(dòng)態(tài)間隙即可計(jì)算出筒體中心點(diǎn)空間參數(shù)。該方法測量傳感器原理窯體表面,不受到回轉(zhuǎn)窯高溫的影響,可以實(shí)現(xiàn)長期監(jiān)測。
2.2 監(jiān)測原理
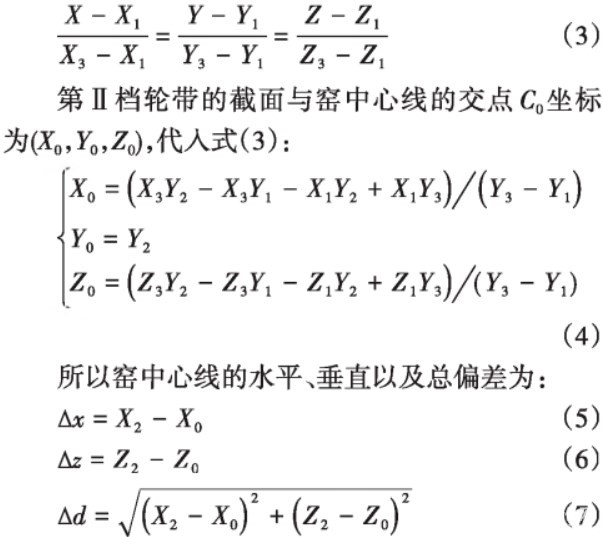
回轉(zhuǎn)窯中心線的十字對徑監(jiān)測方法需要在輪帶水平直徑線外的遠(yuǎn)端以及輪帶最低點(diǎn)的下方安裝傳感器,在測量前需要準(zhǔn)確得到傳感器的空間坐標(biāo),并根據(jù)傳感器自身的坐標(biāo)以及傳感器測量的數(shù)據(jù)進(jìn)行計(jì)算得出回轉(zhuǎn)窯中心線的實(shí)際偏差數(shù)據(jù),具體的計(jì)算過程如下。
監(jiān)測使用的測距傳感器都是根據(jù)全站儀測得的坐標(biāo)安裝的,所以傳感器本身的空間坐標(biāo)已知。
根據(jù)上面的監(jiān)測原理可以得到第Ⅰ、Ⅱ、Ⅲ檔輪帶處的筒體中心坐標(biāo)。根據(jù)Ⅰ、Ⅲ檔的輪帶處筒體中心坐標(biāo),空間中的回轉(zhuǎn)窯中心線的標(biāo)準(zhǔn)方程可以表示為:
根據(jù)式(1)~(7)可得到窯中心線的偏差數(shù)據(jù)。在開發(fā)的上位機(jī)軟件中,寫入上面的算法,即可隨時(shí)監(jiān)測得到回轉(zhuǎn)窯各檔輪帶直徑、各檔輪帶處筒體中心的坐標(biāo)、窯中心線的偏差值。設(shè)置偏差的安全閾值為3~5mm,當(dāng)△d>3~5mm時(shí),系統(tǒng)立即發(fā)出警報(bào),提醒工作人員注意回轉(zhuǎn)窯中心線偏差情況,及時(shí)調(diào)整托輪位置,使窯中心線偏差回歸到正常范圍,避免因窯中心線偏差引起回轉(zhuǎn)窯產(chǎn)生其他故障。
2.3 誤差分析
在回轉(zhuǎn)窯中心線的十字對徑監(jiān)測過程中,根據(jù)監(jiān)測原理可知,筒體中心的坐標(biāo)計(jì)算需要使用其他多項(xiàng)參數(shù),每一項(xiàng)參數(shù)的測量肯定存在誤差,所以中心線的計(jì)算也存在一定的誤差。因此,需要根據(jù)建立的坐標(biāo)系的X、Y、Z三個(gè)方向,對回轉(zhuǎn)窯每檔輪帶處筒體中心點(diǎn)的計(jì)算結(jié)果進(jìn)行誤差分析。
(1)筒體中心橫坐標(biāo)X的計(jì)算誤差分析。根據(jù)公式⑵,筒體中心點(diǎn)在X方向的橫坐標(biāo)為:
X=(XR+XL-DL+DR)/2
式中:XR—右側(cè)傳感器的橫坐標(biāo);XL一左側(cè)傳感器的橫坐標(biāo);DR一右側(cè)傳感器的測量數(shù)據(jù)均值;DL一左側(cè)傳感器的測量數(shù)據(jù)均值。
根據(jù)均方根的誤差公式,筒體中心點(diǎn)的橫坐標(biāo)計(jì)算誤差為:

1.13mm。
根據(jù)上面的分析結(jié)果可知,該方法監(jiān)測回轉(zhuǎn)窯中心線的測量誤差很小,滿足回轉(zhuǎn)窯中心線的監(jiān)測需求。
應(yīng)用此方法曾在湖南某水泥廠對一條日產(chǎn)5000t的回轉(zhuǎn)窯進(jìn)行了測量。首先建立空間直角坐標(biāo)系,坐標(biāo)系方向見圖4,其中y軸方向與回轉(zhuǎn)窯中心線平行。使用回轉(zhuǎn)窯中心線十字對徑測量法測量回轉(zhuǎn)窯的中心線,得到回轉(zhuǎn)窯各檔輪帶中心點(diǎn)的坐標(biāo)以及窯中心線的偏差。測量得到回轉(zhuǎn)窯相關(guān)參數(shù)如表1所示,其中參數(shù)XL、YL、ZL表示輪帶中心的三維坐標(biāo),δ表示輪帶與筒體間隙,DL表示輪帶直徑。

根據(jù)表1的數(shù)據(jù)可以得到回轉(zhuǎn)窯中心線水平和垂直方向的偏差,偏差示意圖如圖5所示。
從圖5可知,該回轉(zhuǎn)窯中心線的水平偏差為5.7 mm,垂直偏差0.7mm。根據(jù)回轉(zhuǎn)窯中心線十字對徑監(jiān)測方案,使用全站儀輔助定位激光測距傳感器的安裝坐標(biāo)并進(jìn)行安裝。各傳感器的安裝坐標(biāo)見表2,其中Sil、Sir、Sid分別表示在回轉(zhuǎn)窯第i檔輪帶左、右、下方安裝的傳感器。
使用激光測距傳感器,在指定的位置對輪帶進(jìn)行測量,測量時(shí)間為輪帶的兩個(gè)回轉(zhuǎn)周期,取Ⅰ檔輪帶測量數(shù)據(jù),傳感器測量數(shù)據(jù)經(jīng)簡單處理后可得到相關(guān)參數(shù)見表3。
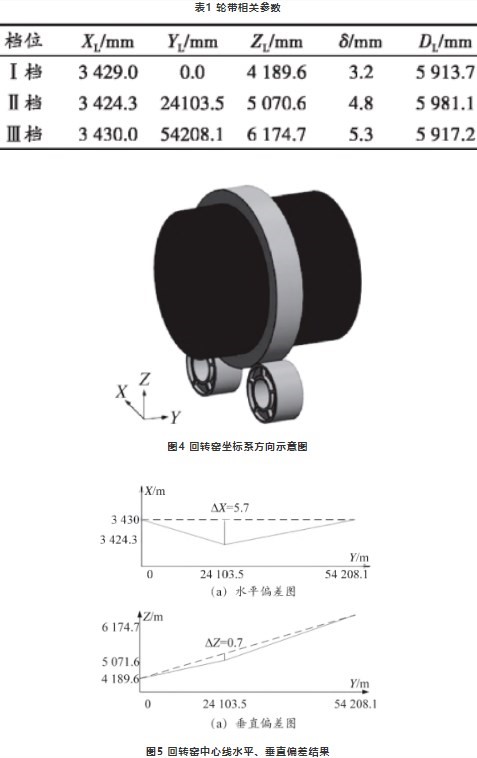
表3中,平均值代表傳感器到輪帶被測點(diǎn)的平均距離,峰峰值則表示輪帶的徑向跳動(dòng),其中n檔輪帶在水平方向的徑向跳動(dòng)最大。根據(jù)式(1),(2)得到回轉(zhuǎn)窯各檔輪帶處筒體中心的坐標(biāo)以及輪帶直徑,計(jì)算結(jié)果見表4。
由式(5)~(6)可得,回轉(zhuǎn)窯的中心線水平和垂直偏差分別為:
△x'=5.31mm;△z'=1.38mm
由圖5可知,回轉(zhuǎn)窯中心線十字對徑測量的中心線偏差為:
△x=5.7mm;△z=0.7mm
回轉(zhuǎn)窯中心線十字對徑的監(jiān)測結(jié)果與在線測量結(jié)果在水平和垂直方向上的偏差均小于1mm,因此設(shè)計(jì)的回轉(zhuǎn)窯中心線在線監(jiān)測方法可以精確監(jiān)測回轉(zhuǎn)窯的中心線。
本文所介紹的回轉(zhuǎn)窯中心線監(jiān)測方法通過遠(yuǎn)距離的激光測距傳感器,監(jiān)測回轉(zhuǎn)窯輪帶水平直徑最外兩點(diǎn)以及輪帶最低點(diǎn),根據(jù)傳感器自身的三維坐標(biāo),可實(shí)時(shí)換算得到回轉(zhuǎn)窯各輪帶處筒體中心的空間坐標(biāo),直觀的反應(yīng)回轉(zhuǎn)窯中心線的實(shí)時(shí)狀態(tài)。
這種遠(yuǎn)距離的監(jiān)測方法,能在回轉(zhuǎn)窯現(xiàn)場長期使用,通過實(shí)時(shí)測量的回轉(zhuǎn)窯中心線狀態(tài)能及時(shí)發(fā)現(xiàn)窯的早期故障,通過及時(shí)的調(diào)整,避免回轉(zhuǎn)窯大型故障的發(fā)生,有效提高回轉(zhuǎn)窯的工作效率。
作者:劉必成,張?jiān)?/strong>
來源:《武漢理工大學(xué)》
微信公眾號:備件網(wǎng)(關(guān)注查詢更多資訊)
(本文來源網(wǎng)絡(luò),若涉及版權(quán)問題,請作者來電或來函聯(lián)系!)

 浙公網(wǎng)安備
33010802003693號
浙公網(wǎng)安備
33010802003693號