技術丨預分解窯風量的調節與控制
1 預分解窯煅燒系統的風量控制分布

預分解窯煅燒系統的風量控制分布如圖1所示。
圖1中的A點為高溫風機進口風量的控制風閥,其作用是調節高溫風機的排風量,控制預熱器、分解爐及回轉窯等系統的總風量。
B點為入分解爐三次風管的控制風閥,其作用是控制入分解爐的風量,調節回轉窯及分解爐的風量平衡。
C點為窯尾上升煙道的控制風閥,其作用是控制回轉窯的通風量,調節窯及分解爐的風量平衡。
D點為窯頭余風排風機進口風量的控制風閥,其作用是調節余風排風機的排風量,控制入窯的二次風量、入分解爐三次風量。
E點為冷卻風機鼓風量的控制風閥,其作用是調節篦冷機高壓風、中壓風、低壓風之間的匹配,控制二次風溫、三次風溫、余風風溫及出篦冷機的熟料溫度。
F點為窯頭煤粉燃燒器入窯風量的控制風閥,其作用是調節外風、內風、煤風、中心風的風量匹配,控制入窯的一次風量。
2 窯頭一次風的調節與控制
從煤粉燃燒器入窯的風叫一次風。一次風對煤粉起輸送作用,同時還供給煤揮發分燃燒所需的氧氣。一次風溫度不宜高于140℃,所以一次風量不宜過多,否則影響入窯的二次風量。四通道煤粉燃燒器的直流風速最高可達400m/s、旋流風速最高可達150m/s,具有很高的沖量(能量)。一次風量只占總風量的6%~8%,有利于提高煤粉的燃燒速度及燃盡率。
2.1 內風及外風的調節與控制
多通道燃燒器的旋流內風用來調節火焰的粗度,直流外風用來調節火焰的長度。燃燒器的內風與外風控制比例一定要準確,否則不但影響風和煤的混合,更影響煤粉的燃燒速度及燃盡率。以調節閥門開度的辦法改變內風與外風的比例盡管很方便,但實際誤差卻很大,不能有效地調節火焰的形狀。正確的方法是通過調節內風與外風的壓力值,控制內風及外風的比例,比如四通道煤粉燃燒器的內風壓力控制在20~22kPa,外風壓力控制在24~26kPa。
2.2 煤風的調節與控制
羅茨風機具有出口空氣潔凈、氣體壓力高、風量調節方便及維護簡單等優點,預分解窯爐的送煤普遍采用羅茨風機。羅茨風機輸送煤粉的風量不宜過大,綜合管道漏風和動量損失等因素的影響,煤風壓力控制在2.0~2.5kPa、風速控制在25~30m/s、煤粉濃度控制在6~10kg/m為宜。
2.3 中心風的調節與控制
中心風的風量不宜過大,只占一次風量的10%左右,過大不僅增加了一次風量,而且還會增大中心處的谷底軸向速度,縮小馬鞍形雙峰值與谷底之間的速度差,影響煤粉的混合和燃燒。中心風采用調節閥門開度的辦法控制,閥門開度控制在30%~50%。
3 窯內通風量的調節與控制
3.1窯內通風量大小的判定
窯內通風量的大小,可以通過窯操作參數的變化來間接判定。
(1)窯尾的溫度及負壓。窯尾的溫度愈高、負壓愈大,表明窯內高溫區后移越多,窯內通風量越大,三次風量相對過小。窯尾的溫度愈低、負壓愈小,表明窯內通風量不足,三次風量相對過剩。
(2)燒成帶的煅燒狀況。如果燒成帶的溫度較高,窯皮長度較短,黑火焰長度較短,且火焰不順暢,筒體表面溫度前高后低時,表明窯風通風量偏小,三次風量過大;如果燒成帶的溫度較低,窯皮長度超過該段窯長的40%,筒體表面溫度明顯降低,尾溫異常升高,表明窯風通風量偏大,三次風量過小。
(3)現場觀察分析。現場觀察窯尾縮口內是否有熒光火花、斜坡積料是否發粘,縮口風速是否穩定、是否存在塌料和竄料,窯尾是否存在冒煙等現象,如果有這些現象,表明窯尾縮口噴騰風速不夠,窯內通風量不足。
(4)窯尾廢氣中的O2及CO含量。預分解窯正常生產時,窯尾廢氣中的O2含量一般在1.5%~2.0%、CO含量一般≤0.15%。如果窯尾廢氣中的O2含量≤1.0%、CO含量≥0.20%,表明窯內通風量不足;如果窯尾廢氣中的O2含量>12.5%、CO含量為0%,表明窯內通風量過剩。
3.2窯內通風量的調控方法
增加窯尾上升煙道的風閥開度,可以增加窯內通風量;減小三次風管的風閥開度,可以增加窯內通風量;反之亦然。在其他生產條件不變的前提下,增加窯尾高溫風機的轉速或進口風閥開度,可以增加窯內通風量;反之亦然。
4 窯爐風量平衡的調節與控制
4.1控制窯爐風量平衡的生產意義
窯尾高溫風機的排風量一定時,如果窯內通風量過大,三次風量相對不足,燒成帶高溫區后移、溫度降低,窯尾溫度及負壓升高,三次風溫、風速均降低,爐內煤粉產生不完全燃燒現象,最低級預熱器出口廢氣溫度高于分解爐出口溫度,下料口部位容易發生結皮、甚至堵塞現象。如果窯內通風量不足,三次風過量,窯內產生還原氣氛,窯尾溫度升高,有害成分在窯尾富集,容易發生結皮、甚至堵塞現象,所以正常生產要控制窯爐風量的平衡。
4.2 窯爐風量平衡的調控方法
三次風閥全開時,窯內通風阻力大于三次風管的通風阻力,窯內通風量不足,三次風量相對過剩;三次風閥關至50%及以上時,三次風管的通風阻力明顯大于窯內通風阻力,三次風量不足,窯內通風量相對過剩。為了充分發揮分解爐的功能,保證入窯生料的分解率≥95%,正常生產時三次風閥的開度控制在60%~80%。
5 篦冷機風量的調節與控制
5.1冷卻風量的控制原則
在熟料料層厚度相對穩定的前提下,加大使用篦冷機“高溫區”的風量,適中使用“中溫區”的風量,盡可能少用“低溫區”的風量。控制篦冷機內的零壓區位于‘高溫區”和“中溫區”的交界處。
5.2正確判斷高溫區的冷卻風量
借助電視監控畫面,觀察高溫區的熟料冷卻狀態來判斷。出高溫區末端的熟料,其料層厚度在800mm及以上,料層的上表面不能全黑,也不能紅料過多,而是絕大多數是暗灰色,極少數是暗紅色。
5.3篦冷機余風的調節與控制
根據余風溫度和窯頭罩負壓調節余風排放量。窯頭罩負壓反映篦冷機的鼓風量、入窯二次風量、入爐三次風量、篦冷機余風量之間的平衡關系,一般控制在30-50Pa。如果窯頭罩負壓過大,表明入窯、入爐的風量減少,余風排放量增大,影響窯及爐內的煤粉燃燒。
如果窯頭罩出現正壓,窯內熱煙氣及粉塵顆粒向外溢出,加劇窯頭密封裝置的磨損,惡化現場環境衛生,影響比色高溫計及電視攝像頭的使用效果。余風溫度一般控制在220~250℃,余風溫度過低,表明單位熟料的冷卻風量過大,篦冷機的熱效率降低;余風溫度過高,廢氣帶走的熱量損失增大,并且收塵效果降低。增加窯頭余風排風機的轉速或增大其進口風閥開度,余風排放量會增加,反之亦然。
6 系統總風量的調節與控制
預分解窯投料初期,控制各級預熱器進口及出口風速高于最低允許風速,適當加大過剩空氣量,提高預熱系統的氣固比,不必過分追求風煤的配合比例。投料前就要加大系統排風量,采取大風量投料操作,投料后無需過多的調整風量。在正常生產條件下,適當控制過剩空氣系數,窯尾O2含量控制在1.5%~2%、分解爐出口O2含量控制在2%~3%、C1級預熱器出口O2含量控制在3.5%~4.0%,窯尾收塵器進口CO含量控制≤0.15%,保證窯及爐內煤粉充分完全燃燒。
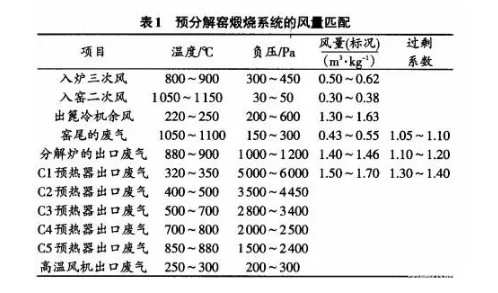
如果預熱系統產生塌料、窯頭回火、C1級預熱器出El廢氣溫度偏低、C1級預熱器出口負壓降低等現象,表明系統總風量不足,應該增大窯尾高溫風機的轉速,或增大其進口風閥開度;如果發生C1預熱器出口廢氣溫度升高、C1預熱器出口負壓增大等現象,表明系統總風量過大,應該降低窯尾高溫風機的轉速,或減小其進口風閥開度。正常生產狀況下,預分解窯煅燒系統的風量匹配如表1所示。
7 結語
優化煤粉燃燒器外風及內風的比例,不僅有利于煤粉的輸送、混合及燃燒,更有利于調整火焰的形狀,提高煤粉的燃燒速度和燃盡率。優化篦冷機的用風操作,有利于提高二次風溫及三次風溫,降低余風溫度及熟料溫度。控制窯內通風量及窯爐風量的平衡,有利于防止窯爐煤粉發生不完全燃燒現象。優化預分解窯煅燒系統的用風量,有利于實現預分解窯的節能、降耗及減排。
作者:趙曉東
機構:重慶電子工程職業學院
出處:中國水泥備件網微信公眾號(關注查看更多資訊)
歡迎投稿,投稿郵箱:tougao#cement365.com(#替換為@)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號