技術 | 影響回轉式水泥包裝機產量因素及故障診斷
水泥的袋裝產量和袋裝精度一直是水泥出廠的重要考核指標。本文對影響回轉式水泥包裝機產量的因素進行分析,指導水泥廠提高回轉式水泥包裝機的袋裝產量,同時對影響包裝機產量的故障進行分析診斷,便于水泥廠對包裝機的使用及維護。
1.水泥包裝系統工藝介紹
水泥廠常規的水泥包裝系統工藝布置大多是提升機將水泥提升到振動篩上方,通過溜槽進入到振動篩,水泥經過振動篩隔粗進入到中間倉;中間倉下方有手動閘板、給料機、開關閥、進料器,靠軟連接與包裝機人料管連接。包裝機灌裝水泥袋后有接包機、正包機、清包機,皮帶輸送機,裝車機BHYw8CQ水泥包裝設備工藝布置示意見圖1
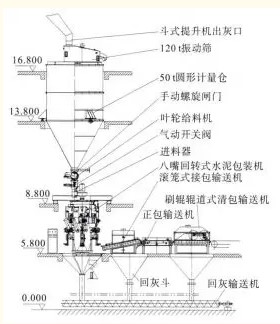
圖1 BHYW8CQ水泥包裝設備工藝布置
2.影響回轉式水泥包裝機產量的因素
2.1插袋效率
水泥包裝機的產量靠單位時間內掉包(合格包)的數量來衡量,在水泥包裝機允許轉速范圍內,有效插到包裝機出灰管上的水泥袋越多,產量越高。在保證插袋準確率及不漏插的情況下,包機轉速越快,產量越高。插袋的速度及插袋的成功率,直接影響著水泥包裝機的產量。
目前,水泥廠插袋的主要方式是人工插袋,隨著社會的發展,人力資源成本越來越高,自動插袋機的應用將是一種趨勢。由于國外插袋機價格高,受售后不及時、備件供期長、水泥廠維護人員技術薄弱等方面影響,在國內應用較少。趨于市場需求,國內水泥包裝設備廠家正在積極開發研究自動插袋機,到目前為止,還沒有哪家自動插袋機插袋成功率、插袋速度高于熟練插袋工,相信在不久的將來,國內插袋機會不斷改進,逐漸替代人工插袋。
2.2閥口袋的規格及質量
閥口袋的尺寸規格、質量是否符合GB 9774-2010國家標準,對水泥包裝機產量有著一定的影響。
如果閥口尺寸過大(有利于插袋工插袋),閥口與包裝機出灰管間隙過大,當灌裝重量接近額定重量時,水泥袋灌裝阻力較大,水泥很容易從出灰管與閥口袋的縫隙噴灰,既浪費物料又污染環境。
如果閥口尺寸過小,插袋工插袋費力,影響插袋速度和插袋成功率,降低水泥包裝機的產量。
如果水泥袋閥口封舌過長,當水泥從出灰管中流出時,不能直接到達水泥袋中,而是沿著閥口封舌繼續向前流動,封舌的摩擦阻力會阻礙水泥的正常流動,影響灌裝速度,延長灌裝時間,降低水泥包裝機的產量。
如果閥口袋質量不好,在灌裝過程中,很容易破損,灌裝完畢水泥袋掉落到接包機時也可能破損,降低包裝機產量。
據筆者了解,很多水泥廠家為了降低水泥袋制作成本,制作水泥袋尺寸都比標準尺寸小,當灌裝重量接近額定重量時,水泥袋中壓力較大,灌裝阻力大,不利于水泥灌裝,延長了灌裝時間,降低了包裝機產量,還極易發生閥口部位噴灰現象。建議水泥袋尺寸按國家標準執行。
2.3水泥物料的要求
(1)水泥物料含水量一定要
(2)水泥包裝溫度<80℃。水泥溫度太高會對水泥袋造成燙傷,降低水泥袋的強度,容易造成水泥包的破損。水泥的高溫還會造成水泥袋封底線孑L的加大,造成水泥的泄漏,影響水泥袋出廠裝車質量。水泥的高溫還會縮短包裝機各橡膠件的壽命,特別是出灰膠管、緊袋滾輪等,增加了易損件的更換次數及維護停工時間,降低水泥包裝產量。
(3)水泥堆積密度一般為1.1~1.3t/m3,有的水泥廠變更水泥粉磨的生產工藝,使用密度較低的混合材,造成水泥密度偏小,在出料灌裝速度一定的情況下,物料懸浮,不能順利地通過出灰管到達水泥袋中,這時需要降低灌裝速度,保證物料灌裝順暢
(4)水泥顆粒組成要符合GB 175—2007通用硅酸鹽水泥標準中有關細度規定要求。水泥中不要混有其他雜物,如磨機中耐磨球磨損掉落的鋼渣,易造成包裝機閘板的頻繁卡死,增加包裝機的維護次數及停工時間,降低包裝產量。
2.4包裝機前的供料系統
水泥進入包裝機前的設備,包括提升機、溜槽、振動篩、中間倉、手動閘板、給料機、開關閥、進料器、軟連接等,都是為水泥包機供料作準備的。供料系統供料充足是水泥包裝機正常運行的前提。定期檢查各供料設備,保證各設備正常運轉,是包裝機高產、穩產的前提。提升機、振動篩、給料機的產能對水泥包裝機的產量有著直接影響,其臺時產量必須與回轉式水泥包裝機匹配。手動閘板、開關閥、進料器、軟連接的進出口法蘭面積也要與包裝機產量匹配,不要限制水泥包裝機的產量。
2.5包裝機的可靠性
選擇性能可靠穩定的包裝機是提高水泥袋裝產量的關鍵。性能可靠穩定的包裝機各部件結構簡單、維護方便、易損件少、故障率低。如果包裝機易損件多,易損件質量差,使用周期短,更換頻率高,更換耗時長,各部件協調性差,調整、維修次數多,勢必增加維護及停機時間,縮短包裝時間,降低包裝機的產量。
3.故障診斷
包裝機的運行率直接決定了水泥的包裝產量。為使水泥廠包裝機維修人員更好更快地處理包裝機故障,減少包裝機維修的停機時間,提高水泥包裝產量,下面對常見的包裝機故障現象進行分析診斷。
3.1包裝機出現“打圈”現象
水泥廠人員通常說的“打圈”現象就是包裝機回轉一圈,灌裝嘴的水泥袋達不到額定重量(稱重顯示器上限值)。本節分析引起“打圈”現象的原因。包裝機回轉料倉物料不足(見表1)
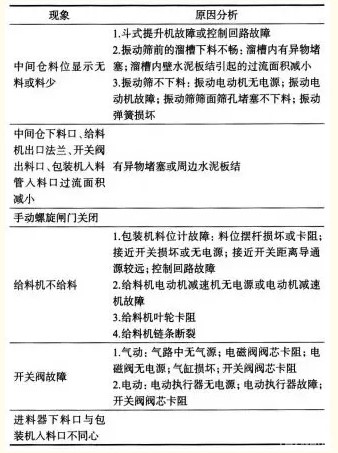
表1包裝機回轉料倉物料不足分析
(1)灌裝開啟點靠后應調整開啟感應鐵位置,向插袋方向移動。
(2)回轉料倉容積小回轉料倉直徑及長度尺寸小,理論容積小;水泥在回轉料倉壁吸附或板結太多,造成回轉料倉實際容積小。
(3)回轉料倉下料不暢料倉出灰口有異物堵塞,下料不暢;料倉出灰口周邊水泥吸附或板結造成的出料口過流面積減小。
(4)出料機構人料、出料不暢
1.出灰斗人料口尺寸小。
2.出灰斗人料不暢。
葉輪在高速旋轉運動過程中,水泥物料從葉輪進口進入葉輪,在旋轉葉片作用下獲得能量,沿葉片及葉輪蓋板到達葉輪出口,在葉輪外徑脫離葉輪,繼續沿葉輪徑向作圓周方向運動。有一部分水泥沿著出灰斗襯板內壁進入到出灰通道,有一部分水泥沿著葉輪與出灰斗內壁的間隙繼續作高速旋轉運動,當這部分高速水泥流束運動到出灰斗人料法蘭時,與料倉出料口自然落料的水泥發生沖撞,影響了水泥物料的下落。在出灰斗內設置擋灰板,可以解決水泥物料下料受阻的情況。
3.葉輪進口面積比出灰口面積小。葉輪的進口在葉輪的旋轉軸向,葉輪進口面積與葉輪輪轂及葉片的進口直徑有關,直接影響出料機構的產量。
4.葉輪出口面積比出灰口面積小,影響葉輪的出口流量。葉輪的出口面積與葉片的寬度和葉片數有關。
5.出料機構出灰口通道不順暢。各出灰過流部件出灰孑L直徑尺寸不同,造成水泥在各件出灰孔通過時壓力變化,水泥流束動能損失加大,影響出灰速度及灌裝時間。
(5)出料口壓力較小
1.三角皮帶松動,皮帶打滑,皮帶磨損嚴重,出料轉速小。
2.動力頭皮帶輪磨損嚴重,出料轉速小。
3.葉輪葉片彎曲,葉片磨損嚴重,葉輪出口線速度小。
4.出料電動機轉向反向,從電動機扇葉方向看,電動機應逆時針方向旋轉。
5.出灰斗與側蓋間隙漏灰,造成出灰壓力減小。
6.出灰口法蘭各件密封面漏灰,造成出灰壓力
減小。
7.閘板出灰孔打開不完全,出料通道不通暢。
8.出灰膠管彎曲,出灰阻力大。
9.出灰膠管破損,漏灰嚴重,出灰管口壓力小。
10.出灰管堵塞。
11.水泥袋封舌太長。
(6)水泥袋破損出灰管灌裝速度小于水泥袋破損漏灰
3.2 出料電動機不運轉
(1)沒有檢測到插袋信號
1.插袋不到位導致的接近開關與導通源位置錯開。
2.導通源距離接近開關太遠。
3.接近開關損壞。
4.擺桿轉動不靈活。
5.擺桿與接近開關干涉
(2)電控箱內開啟接近開關與開啟磁性螺栓沒有導通
1.開啟磁性螺栓與接近開關位置錯開。
2.磁栓上吸附雜物太多。
3.磁栓距離接近開關太遠。
4.接近開關損壞。
(3)葉輪遇異物卡阻
(4)電動機過載使斷路器斷開
(5)電動機按鈕盒開關關閉
(6)電控箱內電動機繼電器或線路故障
(7)微機儀表故障而不能做出正常的接受及發出指令
(8)單嘴控制箱無電源供電滑環碳刷損壞,線路損壞
3.3水泥袋到達額定重量不掉包
1.皮帶輸送機或接包機與包裝機存在連鎖控制,接包機或皮帶輸送機停止造成的連鎖控制斷開,導致水泥袋不掉包。
2.掉袋電磁發生器或氣動掉袋裝置故障。
3.吊掛掉袋機構或推袋機構故障。
4.單嘴控制箱電路故障。
3.4水泥包中途掉袋
1.插袋不到位。
2.緊袋膠輪與出灰管沒有完全接觸,或氣缸壓袋膠塊磨損。
3.緊袋架與出灰管角度太小。
4.圍板內有異物刮蹭水泥包,致其掉落。
3.5包裝機主軸不運轉
1.主傳動減速機配套電動機無電源或電路故障。
2.主傳動減速機或電動機損壞。
3.電控柜中變頻器故障。
4.包裝機有卡阻現象,上下軸安裝不同心,上傳動軸承損壞或下軸承損壞。
以上主要分析了影響包裝機產量因素的故障,因各家包裝機結構不同,不能詳細加以說明。以上包裝機故障診斷中所涉及的各項,都可以列入水泥廠對包裝機的日常維護中,以防包裝機運轉中出現故障,影響包裝機產量。
來源:《唐山忠義機械制造有限公司》
作者:秦彥慧
中國水泥備件網微信公眾號(關注查詢更多資訊)
(本文來源網絡,若涉及版權問題,請作者來電或來函聯系!)

 浙公網安備
33010802003693號
浙公網安備
33010802003693號